

B型不锈钢车车顶钢结构制造工艺
格式:pdf
大小:94KB
页数:2P
人气 :85
 4.4
4.4
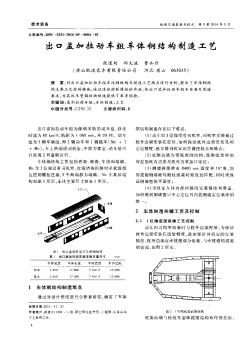
介绍了B型不锈钢车车顶的结构、制造工艺过程及工装和设备,选择典型部件进行工艺过程分析,从而掌握不锈钢车顶钢结构的制造工艺难点。



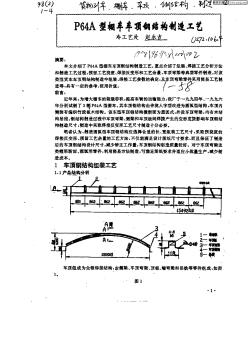
P64A型棚车车顶钢结构制造工艺
本文介绍了p64a型棚车车顶钢结构制造工艺。重点介绍了组装、焊接工艺分析方法和制造工艺过程,预留工艺挠度、焊接反变形和工艺余量,车顶弯梁等典型零件制造。对该类型货车车顶钢结构制造中组装、焊接工艺参数的确定,及车顶弯梁零件采用简易工艺制造等,具有一定的参考、使用价值。
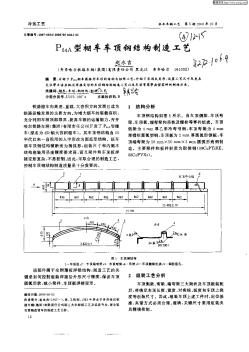
P64A型车辆车顶钢结构制造工艺
分析了p64a棚车圆弧形车顶的结构与组焊工艺,介绍了采用反变形、设置工艺尺寸及夹具定位等方法来抵消焊接变形的车顶钢结构制造工艺以及车顶弯梁等典型零件的制造方法。
编辑推荐下载

C80B型不锈钢运煤专用敞车钢结构制造工艺分析
格式:pdf
大小:94KB
页数:2P
4.8
阐述了c80b型不锈钢运煤专用敞车钢结构的特点及制造工艺,分析了该型车制造工艺过程和工艺实现的重点、难点,并针对制造工艺难点提出相应的解决措施。
 埃及不锈钢车顶钢结构焊接工艺
埃及不锈钢车顶钢结构焊接工艺 埃及不锈钢车顶钢结构焊接工艺
格式:pdf
大小:1.6MB
页数:3P
4.8
介绍了出口埃及不锈钢车顶的钢结构、制造工艺过程及工装和设备,选择典型部件进行工艺过程分析,从而掌握不锈钢车顶钢结构的制造工艺难点.
B型不锈钢车车顶钢结构制造工艺热门文档
基于欧洲标准不锈钢客车车体制造工艺 基于欧洲标准不锈钢客车车体制造工艺
格式:pdf
大小:1.5MB
页数:2P
4.7
基于国际标准的不锈钢客车车体骨架的生产主要采用mag电弧焊方式,制造难度大.通过预制挠度、优化组装顺序和工艺参数等措施,使得车体相关尺寸得到有效控制,达到了设计及工艺要求.
全承载不锈钢客车车身制造工艺 全承载不锈钢客车车身制造工艺
格式:pdf
大小:507KB
页数:2P
4.8
为创新和完善自主工艺技术,缩小客车产品与发达国家的差距,全面提高企业自身的竞争力,安徽安凯股份有限公司对全承载不锈钢车辆进行试制研究。通过对产品设计结构进行了多项重大变革,车身骨架及车身蒙皮覆盖件全部采用不锈钢材料,其制造工艺完全不同于传统的碳钢车身。本文从全承载不锈钢车体的结构设计出发,详细介绍了该车身的制造工艺。
80t不锈钢运煤敞车底架钢结构制造工艺 80t不锈钢运煤敞车底架钢结构制造工艺
格式:pdf
大小:775KB
页数:3P
4.7
分析了80t不锈钢运煤敞车底架钢结构的组装工艺,介绍了通过采用合理的工艺措施和使用必要的工艺装备来保证底架钢结构的质量。
通长不锈钢地铁客车车顶边梁的开发 通长不锈钢地铁客车车顶边梁的开发
格式:pdf
大小:266KB
页数:6P
4.7
由于301/301l奥氏体不锈钢具有成型性能好、表面质量优良、耐大气腐蚀性能好、成本低等特点,所以越来越广泛地应用在城市轨道客车车体的制造中。但301/301l奥氏体不锈钢在冷弯变形过程存在较大的弹性回复变形,且屈服强度越大,弹性回复就越大。通过对301l奥氏体不锈钢冷弯变形过程中的生产工艺分析,运用合理的变形工艺,解决了变形过程中产生的各种缺陷。
B型不锈钢车车顶钢结构制造工艺精华文档
澳大利亚不锈钢矿石车制造工艺 澳大利亚不锈钢矿石车制造工艺
格式:pdf
大小:589KB
页数:3P
4.6
简要描述了出口澳大利亚不锈钢矿石车的产品结构,详细介绍了该车的制造工艺,包括冲压工艺、车体组装工艺以及转向架工艺,并针对实际情况提出了重点控制部位。通过试制生产进一步验证了该车制造工艺的可靠性。
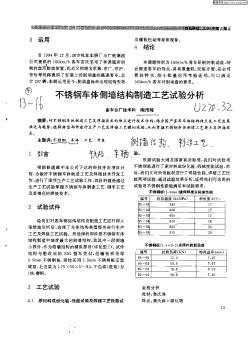
不锈钢车体侧墙结构制造工艺试验分析
格式:pdf
大小:122KB
页数:4P
4.4
对不锈钢车体制造工艺及焊接技术的难点进行技术分析,结合国产客车车体结构特点及工艺发展状况与趋势,选择典型部件进行生产工艺及焊接工艺模拟试验,从而掌握不锈钢车体制造工艺要点及焊接技术。
轨道客车车顶架用多功能不锈钢异形管成型工艺设计 轨道客车车顶架用多功能不锈钢异形管成型工艺设计
格式:pdf
大小:208KB
页数:4P
4.4
介绍了我国城市轨道交通的发展趋势,以及不锈钢型材在轨道客车上的使用优势。对采用圆变方冷弯成型工艺制造的用于地铁客车车顶架不锈钢异形排水管的工艺设计方法进行了分析。经试制和检测,产品性能达到了q/sf90-004—2006《轨道车辆常用不锈钢和钢带订货技术条件》要求,并得到了广泛的推广应用。

浅析新型M11敝车车体钢结构制造工艺
格式:pdf
大小:73KB
页数:2P
4.5
本文介绍了新型m11敝车车体主要结构,阐述了车体钢结构制造工艺过程及车体制造工艺问题采取相应的工艺措施。
轨道车辆不锈钢车顶弯梁拉弯成形技术 轨道车辆不锈钢车顶弯梁拉弯成形技术
格式:pdf
大小:596KB
页数:3P
4.4
介绍了拉弯成形专用模拟软件ps2f(profilestretch2dforming),运用该软件对北京地铁5号线不锈钢车体车顶弯梁的拉弯成形工艺进行数值模拟分析,消除了起皱等成形缺陷,开发出高精度拉弯模具。
B型不锈钢车车顶钢结构制造工艺最新文档
钢结构制造工艺
格式:pdf
大小:10KB
页数:5P
4.3
1、钢结构制造工艺 (1)材料 本工程钢构件所采用的钢材必须具备出厂质量保证书,并经复试 合格。 钢材未进入车间之前,必须由专人负责逐张检验后方可待用。 进入车间施工的材料均应平整、无弯曲、波浪、变形,如存在以 上缺陷的材料必须矫正后方可号料。 (2)放样、号料 在进行放样和制作样板时应认真核对图纸上的每一尺寸,有疑问 时应及时向技术部门提出。 样板上的定位标记应根据需要加放焊接收缩量。 凡主要构件需拼接时应使其主应力方向与钢板轧制方向保持一 致。 号料前的钢材变形矫正,应采用“机械矫正法”,如采用“火焰 矫正法”,必须严格控制加热温度在700摄氏度左右。 号料时必须予先留有割切缝隙的余量。 (3)钢桁梁制作 按图纸实际尺寸放样出零件加工切割的各种样板。钢桁梁所有高 强螺栓连接板,在未装配之前必须逐件验收后方可装配,对装配后的 连接板必须经专职检查人员确认无误后方可焊接。
重载不锈钢车体制造焊接工艺研究 重载不锈钢车体制造焊接工艺研究
格式:pdf
大小:1.1MB
页数:2P
4.7
重点研究载重载荷为363t车体钢结构的制造焊接工艺,以重载不锈钢底架钢结构为例,详细了阐述了控制焊接变形的方法,满足了质量要求.
轨道客车不锈钢车体焊接工艺分析 轨道客车不锈钢车体焊接工艺分析
格式:pdf
大小:58KB
页数:2P
4.4
本文就轨道客车不锈钢车体的特点与分类进行阐述,进一步从铁路客车不锈钢车体制造与城轨客车不锈钢车体制造这两方面入手,对轨道客车不锈钢车体焊接工艺与设备进行分析,对焊接工艺形成一个系统认知,从而为轨道客车不锈钢车体焊接生产提供借鉴。
轨道客车不锈钢车体焊接工艺分析 轨道客车不锈钢车体焊接工艺分析
格式:pdf
大小:1.3MB
页数:2P
4.6
本文就轨道客车不锈钢车体的特点与分类进行阐述,进一步从铁路客车不锈钢车体制造与城轨客车不锈钢车体制造这两方面入手,对轨道客车不锈钢车体焊接工艺与设备进行分析,对焊接工艺形成一个系统认知,从而为轨道客车不锈钢车体焊接生产提供借鉴.
出口孟加拉动车组车体钢结构制造工艺
格式:pdf
大小:178KB
页数:3P
4.6
对出口孟加拉动车组车体钢结构及制造工艺难点进行分析,提出了车体钢结构主要工艺控制措施,通过这些控制措施的实施,使出口孟加拉动车组车体满足制造要求,为其他车型钢结构制造提供了参考经验。
工厂钢结构制造工艺设计
格式:pdf
大小:68KB
页数:17P
4.4
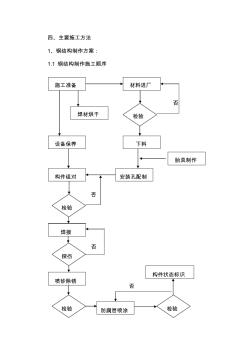
四、主要施工方法 1、钢结构制作方案: 1.1钢结构制作施工顺序 否 否 否 否 施工准备材料进厂 焊材烘干 设备保养 检验 下料 构件状态标识 胎具制作 安装孔配制构件组对 检验 焊接 探伤 喷砂除锈 检验防腐层喷涂检验 1.2材料 1.2.1制作轻钢结构厂房的钢材应符合下列规定: q235b应符合gb700规定 1.2.2所用的材料必须符合图纸设计要求,并需有质量证明书。 1.2.3钢材表面:边缘和断面不应有气孔、结疤、重皮、夹渣、 表面锈蚀;麻点和刻痕的深度不得超过钢板厚度负偏差的一半。 1.2.4材料代用时必须在设计部门审批同意后,方可代用。 1.3制造程序: 1.3.1由于工程量大,工期(制安工期)短。因此,在制造开始 前须做好以下工作: ①中标后按网络图要求,备好原材料。 ②刚柱、斜梁等构件及c型钢檩条、柱间支撑制作好后集总进行 喷砂除锈处理。经验
香港轻轨不锈钢车体焊接工艺 香港轻轨不锈钢车体焊接工艺
格式:pdf
大小:1.4MB
页数:3P
4.6
香港轻轨是港铁公司在内地的第一个不锈钢轻轨车体焊接项目,焊接技术是该项目执行中的核心技术之一。我公司通过深入对比as标准与en标准体系对于焊接的不同要求,在en15085欧洲焊接体系的基础上,对不锈钢焊接进行了大量的试验和分析,确定了使用意大利bc公司的点焊设备与法国saf不锈钢弧焊设备进行焊接作业的工艺参数,解决了点焊飞溅、弧焊成形较差等焊接缺陷。在焊点、焊缝的检验上,通过摸索采取了合理的检验方式与频次,并通过对检验结果的分析,加强了对焊接过程的控制,从而稳定了焊接工艺过程。
不锈钢车体点焊表面化学除黑工艺探讨 不锈钢车体点焊表面化学除黑工艺探讨
格式:pdf
大小:141KB
页数:2P
4.6
文章对不锈钢车体试制项目原有除黑工艺进行介绍,重点描述原工艺方法造成的缺陷;利用实验手段对原工艺方法造成的缺陷进行重现和分析,确定解决方案;对原有工艺进行改进,确定出一套完整的不锈钢车体点焊表面化学除黑工艺规程。
450t落下孔车钢结构制造工艺 450t落下孔车钢结构制造工艺
格式:pdf
大小:637KB
页数:3P
4.7
载重450t落下孔车的钢结构采用德国dillimax690t、日本wel-ten780a和国产hg785e高强度钢,侧承梁,导向梁,大、中、小底架均为全钢焊接结构。本文介绍了为保证钢结构的制造质量所采取的工艺方法。
B型不锈钢车车顶钢结构制造工艺相关
文辑推荐
知识推荐
百科推荐


职位:质量体系管理员
擅长专业:土建 安装 装饰 市政 园林


