




编辑推荐下载
 石油化工奥氏体不锈钢焊接
石油化工奥氏体不锈钢焊接 石油化工奥氏体不锈钢焊接
格式:pdf
大小:115KB
页数:1P
 4.3
4.3
随着科技的不断发展,不锈钢在航空、石油化工,和原子能等工业中得到越来越广泛的应用。奥氏体不锈钢具有较好的稳定性。但在石油化工管道的安装,检修中、所遇到不锈钢的焊接性问题也是层出不穷,我们往往由于对奥氏体不锈钢的焊接性缺乏了解,造成一些不必要的焊接缺陷导致设备利用率,耐蚀性降低,及达不到原有设计所需要的使用性能等缺陷。
奥氏体不锈钢焊接性分析
格式:pdf
大小:82KB
页数:2P
4.5
奥氏体不锈钢焊接性分析 姬 晶 (黑龙江机械制造高级技工学校,哈尔滨150038) 摘要:奥氏体不锈钢比其他不锈钢具有更优良的耐腐蚀性、耐热性和塑性。奥氏体不锈钢 焊接性能比较好。但如果焊接方法和工艺参数选择不当,仍可产生晶间腐蚀、裂纹等一些缺陷。为 防止这些缺陷的产生,有必要了解产生的原因和防止方法,在生产中加以预防,便可获得优良的焊 接接头。 关键词:奥氏体不锈钢;晶间腐蚀;刀状腐蚀;应力腐蚀 中图分类号:tg457 文献标志码:a 文章编号:100320794(2008)0720085202 austenitestainlesssteelweldablitybriefanalysis jijing (heilongjiangmachinerymanufacturetechnicalschool,
ASMESA-312无缝和焊接奥氏体不锈钢公称管热门文档
奥氏体不锈钢焊接技术 奥氏体不锈钢焊接技术
格式:pdf
大小:190KB
页数:3P
4.4
通过对奥氏体不锈钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,制定适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
小议奥氏体不锈钢的焊接 小议奥氏体不锈钢的焊接
格式:pdf
大小:214KB
页数:2P
4.4
随着人们生活水平的日益提高,对不锈钢的需求也越来越大,而不锈钢的焊接尤为重要,不锈钢按其金相组织可分为铁素体型不锈钢、马氏体型不锈钢、奥氏体型不锈钢、双相不锈钢和沉淀硬化不锈钢等。而其中以奥氏体型不锈钢应用最为广泛,以下就以奥氏体不锈钢焊接过程中最易出现的问题和一些注意事项做简单的讨论。1焊接工艺1.1焊接方法采用手工钨极氩弧焊打底,焊条电弧焊填充和盖面。3层6道焊,
 2205双相不锈钢与304奥氏体不锈钢的焊接
2205双相不锈钢与304奥氏体不锈钢的焊接 2205双相不锈钢与304奥氏体不锈钢的焊接
格式:pdf
大小:787KB
页数:5P
4.4
采用焊条电弧焊(smaw),以e2209作填充材料对2205双相不锈钢与304奥氏体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学性能和合适双相比例的焊接接头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响区的显微硬度值高于304母材。对接头过渡层进行xrd相结构分析,未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头呈明显韧性断裂特征。接头性能满足工程实际应用要求。
ASMESA-312无缝和焊接奥氏体不锈钢公称管精华文档
2205双相不锈钢与304奥氏体不锈钢的焊接.
格式:pdf
大小:784KB
页数:17P
4.6
摘要: 采用焊条电弧焊(smaw,以e2209作填充材料对2205双相不锈钢与304奥氏 体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学 性能和合适双相比例的焊接接 头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材 侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响 区的显微硬度值高于304母材。对接头过渡层 进行xrd相结构分析, 未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头 呈明显韧性断裂特征。接头性能满足工程实际应用要求。关键词: 双相不锈钢;奥氏体不锈钢;异种金属;焊接工艺中图分类号: tg457.1文献标识码:a文章编号: 1001-2303(201101-0073-05第41卷第1期201
ASTM-A270-03a_卫生设施用无缝钢和焊接奥氏体不锈钢管(中文版)
格式:pdf
大小:2.8MB
页数:11P
4.5
ASTM-A270-03a_卫生设施用无缝钢和焊接奥氏体不锈钢管(中文版)
321奥氏体不锈钢
格式:pdf
大小:35KB
页数:3P
4.7
321不锈钢 不锈钢321是钛稳定的奥氏体不锈钢,常用于1000-1600of温度范围。 321不锈钢概述【上海奔来金属材料有限公司】 不锈钢321是一种是ni-cr-mo耐热,钛稳定的奥氏体合金,通常用于1000°-1600°f的 温度范围。321不锈钢主要用于碳化物沉淀范围为800°-1500°f的连续和间歇使用温度的 应用。321型类似于304型不锈钢,但钛的添加量至少是碳含量的五倍。这种钛添加减少 或防止了焊接过程中和800°-1500°f的使用条件下的碳化物沉淀。为了在1500°-1650°f 的使用温度下提供对晶间腐蚀和连多硫酸应力腐蚀开裂的最佳抵抗力,可以使用空气冷却。 321不锈钢特点 ?①.抗氧化温度可达1600°f ?②.稳定抵抗焊接热影响区(haz)晶间腐蚀 ?③.抵抗连多硫酸应力
奥氏体不锈钢TIG焊 奥氏体不锈钢TIG焊
格式:pdf
大小:113KB
页数:2P
4.7
本文通过试验,叙述了tig焊焊接奥氏体不锈钢时焊接速度与熔深、焊缝表面颜色的关系,从而给出了最佳范围,使之达到焊缝成形好、表面颜色好的目的。
奥氏体不锈钢窄间隙管排焊接工艺 奥氏体不锈钢窄间隙管排焊接工艺
格式:pdf
大小:166KB
页数:3P
4.6
介绍了奥氏体不锈钢窄间隙管排焊接方法、工艺控制及焊接过程中的注意事项,通过对奥氏体不锈钢的焊接性、物理性能和力学性能的分析,改善了传统管排焊接工艺,严格地控制了管排变形,保证了焊接质量。
ASMESA-312无缝和焊接奥氏体不锈钢公称管最新文档
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢管焊接工艺探究
格式:pdf
大小:1.7MB
页数:2P
4.4
奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。


奥氏体不锈钢氩弧焊焊接工艺
格式:pdf
大小:163KB
页数:7P
4.7
沃泰水技术 共7页第1页 奥氏体不锈钢氩弧焊焊接工艺 本规范依据《现场设备、工业管道焊接工程施工及验收规范》 沃泰水技术 共7页第2页 目次 一.焊接通用规定 二.材料 三.焊接一般规定 四.焊接工艺要求 五.钢板卷筒或设备的焊缝 六.焊缝外观检查 七.无损检验规定 附录:钢焊件坡口形式和尺寸规定 沃泰水技术 共7页第3页 奥氏体不锈钢氩弧焊焊接 一.焊接通用规定 焊接人员及其职责应符合下列规定: 1.焊接技术人员应由中专及以上专业学历有1年以上焊接生产实践的人 员担任,焊接技术人员应负责焊接工艺评定,编制焊接作业指导书和焊接技 术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接 技术资料。 2.焊接质检人员应由相当于中专及以上文化水平,有一定的焊接经验和技 术水平的人员担任,焊接质检人员应对现场焊接作业进行全面检查和控制, 负责确定焊缝检
电阻点焊在奥氏体不锈钢焊接中的应用 电阻点焊在奥氏体不锈钢焊接中的应用
格式:pdf
大小:110KB
页数:未知
4.3
文章叙述了不锈钢的分类及奥氏体不锈钢电阻焊时焊接参数的选择与电阻点焊缺陷之间的关系,阐述了电阻点焊缺陷形成的原因和在实际生产中采用的修补方法并提出解决方案。
焊接速度对奥氏体不锈钢接头性能的影响 焊接速度对奥氏体不锈钢接头性能的影响
格式:pdf
大小:801KB
页数:4P
4.3
对3mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(mig)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
ASTM卫生设施用无缝钢和焊接奥氏体不锈钢管中文版
格式:pdf
大小:79KB
页数:11P
4.5
a270–03a 卫生设施用无缝和焊接奥氏体和铁素体/奥氏体不锈钢钢管 标准规范 本标准规范以固定编号a270b颁发。紧接编号的数字表示最初通过的年份。如经修订,则表 示最近修订的年份,括号内的数字表示重新审定的年份。上标字母(e)表示最新修订或批准的 编辑上的变更。 本规范经国防部有关机构批准使用。 1.范围* 1.1标准适用于可用于日用和食品工业及有特殊表面要求的无缝、焊 接、急冷处理过的奥氏体铁素体/奥氏体不锈钢卫生用管。医用质量 用管可按补充要求。 1.2本标准使用最大外径尺寸为(含)12英寸(304.8mm)钢管。 1.3采用英寸-磅单位作为标准计量单位。 1.4提供了可选择的补充要求,当其中的一项或多项符合时,每一项 应该标明顺序。 2.引用文件 2.1astm标准:2 a262适用对奥氏体不锈钢进行晶间腐蚀来探测磁化
超级奥氏体不锈钢(6Mo钢)的应用及焊接 超级奥氏体不锈钢(6Mo钢)的应用及焊接
格式:pdf
大小:124KB
页数:3P
4.7
结合公司废水零排放工程中al-6xn钢的应用,介绍了超级奥氏体不锈钢的研发历程、使用特性,阐明了超级奥氏体不锈钢的焊接工艺要点。
 碳钢和奥氏体不锈钢管道焊接焊材选用分析
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
格式:pdf
大小:205KB
页数:3P
4.4
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。
奥氏体不锈钢无缝钢管尺寸和理论质量
格式:pdf
大小:23KB
页数:1P
4.5
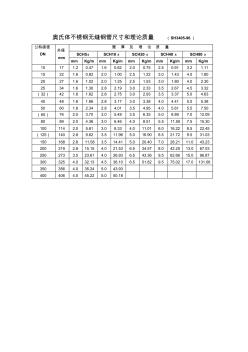
奥氏体不锈钢无缝钢管尺寸和理论质量(sh3405-96) 公称直径 dn 外径 mm 壁厚及理论质量 sch5ssch10ssch20ssch40ssch80s mmkg/mmmkg/mmmkg/mmmkg/mmmkg/m 10171.20.471.60.622.00.752.50.913.21.11 15221.60.822.01.002.51.223.01.434.01.80 20271.61.022.01.252.51.533.01.804.02.30 25341.61.302.82.193.02.333.52.674.53.32 (32)421.61.622.82.753.02.933.53.375.04.
ASMESA-312无缝和焊接奥氏体不锈钢公称管相关
文辑推荐
知识推荐
百科推荐


职位:工程项目主管
擅长专业:土建 安装 装饰 市政 园林


