

基于ANSYS的硬质合金钻头切削变形的研究
格式:pdf
大小:379KB
页数:2P
人气 :78
 4.6
4.6
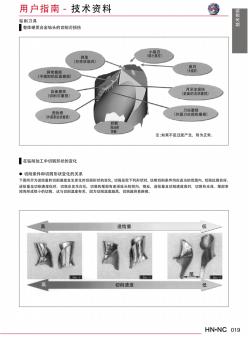
通过ANSYS软件对硬质合金钻头在切削过程中的变形进行分析,分析过程中模拟钻头切削环境求出切削过程中钻头最大变形,并对试验值与理论计算值进行对比,确定硬质合金钻头最优的几何角度。根据分析结果试制了硬质合金钻头,进行切削性能试验,为钻头参数化设计提供理论依据。



编辑推荐下载

 整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头
整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头 整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头
格式:pdf
大小:357KB
页数:1P
4.5
先进的槽形和排屑槽设计与独特的涂层相结合是corodrill860获得成功的关键。
用于钢件钻削的整体硬质合金钻头 用于钢件钻削的整体硬质合金钻头
格式:pdf
大小:175KB
页数:2P
4.3
山特维克可乐满的钻削产品和行业专家johndotday指出,提高生产率固然重要,但该公司发现,大批量零件制造商往往更关心如何提高和达到可预测的刀具寿命,在钢件钻削加工中尤其如此,因为不同批次工件材料的微小变化可能会导致刀具破损。
ANSYS的硬质合金钻头切削变形热门文档
 硬质合金钻头的深孔加工
硬质合金钻头的深孔加工 硬质合金钻头的深孔加工
格式:pdf
大小:282KB
页数:未知
4.4
我厂在加工φ45塑料挤出机螺杆的φ14.5×1250mm通孔(见图1)时,原来采用接长麻花钻从两端钻入接通,两端钻孔的偏差达1~5mm。现采用φ14.5mm深孔钻能一次钻通,孔的直线度以及对外圆的同轴度都能满足工艺要求。全长走偏量(实测10件)最大为0.25mm,两者的效果对比如下表所示。一、φ14.5mm深孔钻几何参数(1)深孔钻结构(见图2)。φ14.5mm深孔钻采用单刃内排屑bta结构。切削刃磨成折线状,使切屑分成三条宽度各为3mm左右的小切屑,能顺利排屑。
硬质合金钻头的应用问题 硬质合金钻头的应用问题
格式:pdf
大小:399KB
页数:未知
4.7
近十年来,在孔加工,特别是钻削方面,尚未获得显著进展。这主要是由于普通麻花钻的结构和加工方法不能满足硬质合金所需要的加工条件。按din8037所规定的锒硬质合金刀片的麻花钻,从结构方面来看,没有显著提高切削效率的条件。一般硬质合金在中断切削及刀片局部超负荷的情况下(例如工件具有坚硬的夹杂物),常常会出现崩刃,它与刀具本身的磨损不同,特别对于耐磨的硬质合金来说,对此特别敏感。当刀片承受的负荷和切削热分布不均匀或温度变化时,刀刃常常会出现热裂纹和梳状裂
硬质合金钻头制造工艺的改进 硬质合金钻头制造工艺的改进
格式:pdf
大小:141KB
页数:1P
4.4
某铸造厂购买我厂生产的牌号为yc8的一批a122a型刀片。刀片尺寸如图所示。该厂用此刀片制成硬质合金钻头,用于加工铸铁管。其工艺是用氧乙炔焰加热,将刀片钎焊在45钢刀体的半封闭槽形内,然后在简易设备上磨去如图所示的阴影部分,制成钻头。
ANSYS的硬质合金钻头切削变形精华文档
新型硬质合金钻头及钻削技术 新型硬质合金钻头及钻削技术
格式:pdf
大小:468KB
页数:3P
4.4
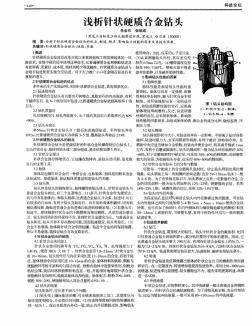
1.新型s—cut钻头s—cut切削刃采用一片整体硬质合金而不是分开的两片合金,改善了切削刃的强度和可靠性,可以实现精确钻孔。对50钢用s—cut钻头钻孔(φ10mm,中短型),其公差带如图1所示,即使进给速度增加,孔径尺寸公差仍保持在0.2mm以内。

硬质合金钻头的合理选用
格式:pdf
大小:260KB
页数:5P
4.5
硬质合金钻头的合理选用 过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通 钻头的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生 了变化。事实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每 孔加工成本。 硬质合金钻头的基本类型 可供用户选择的硬质合金钻头分为四种基本类型:整体硬质合金钻头、硬质合金可转位刀片 钻头、焊接式硬质合金钻头和可更换硬质合金齿冠钻头。每种钻头都具有适合特定加工条件 的优点。 (1)整体硬质合金钻头 整体硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造, 为延长使用寿命,还进行了tialn涂层处理,专门设计的几何刃型使钻头具有自定心功能, 在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制 的制造精度可确保孔的钻削质
ANSYS的硬质合金钻头切削变形最新文档
运用ANSYS的高速硬质合金钻头强度分析 运用ANSYS的高速硬质合金钻头强度分析
格式:pdf
大小:448KB
页数:4P
4.5
采用同一种规格的硬质合金钻头,根据切削理论,利用ansys软件分析选取不同几何角度时钻尖处的应力,并根据分析结果,试制了硬质合金钻头。切削性能试验表明,改进几何角度后钻头的强度和寿命均提高了2倍左右。
如何选择硬质合金钻头?
格式:pdf
大小:35KB
页数:2P
4.6
连怡机电技术(上海)有限公司 连怡机电技术(上海)有限公司www.***.*** 如何选择硬质合金钻头? 选用硬质合金钻头的考虑因素 1.加工稳定性 除了考虑钻孔精度要求外,选择钻头时还需考虑加工机床的稳定性。机床稳定性对于钻 头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作 状态。 此外,还应考虑钻头自身的稳定性。例如,整体硬质合金钻头刚性最好,因此可达到很 高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头 上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至 外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易 引起钻体偏斜,且钻头越长,偏斜量越大。 因此,在使用长度超过4d的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶



正确使用硬质合金钻头
格式:pdf
大小:535KB
页数:2P
4.7
正确使用硬质合金钻头 因为硬质合金相当宝贵,正确使用钻头,做到物尽其用,是每一个机械加工从业者的责任。 正确使用硬质合金钻头,主要包括如下几个方面: 1.选择正确的机床硬质合金钻头可应用于数控机床,加工中心等功率大、刚性好的机 床,并且应保证刀尖跳动tir8-10°时,不可钻。<8-10°时,进给应减至正常的1


常用的硬质合金钻头 (2)
格式:pdf
大小:8KB
页数:1P
4.5
常用的硬质合金钻头规格: φ43通水煤钻头 φ90高效组合钻头 φ78高效组合钻头 φ55高效组合钻头 φ86高效通水钻头 三翼螺旋钻头 φ55三翼刮刀钻头 高效组合钻头四级组合 φ130六方组合钻头 φ65三翼钻头 φ76高效通水钻头 φ110高效组合钻头 φ55两翼内丝钻头 φ28(通水)煤钻头
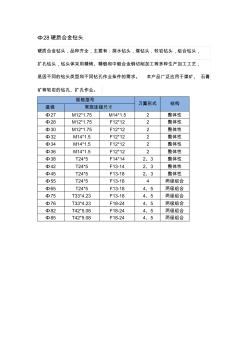
Φ28硬质合金钻头
格式:pdf
大小:17KB
页数:1P
4.6
φ28硬质合金钻头 硬质合金钻头,品种齐全,主要有:探水钻头,煤钻头,软岩钻头,组合钻头, 扩孔钻头,钻头体采用精铸、精锻和中碳合金钢切削加工等多种生产加工工艺, 是因不同的钻头类型和不同钻孔作业条件的需求。本产品广泛应用于煤矿、石膏 矿等软岩的钻孔、扩孔作业。 规格型号 刀翼形式结构 直径常规连接尺寸 φ27m12*1.75m14*1.52整体性 φ28m12*1.75f12*122整体性 φ30m12*1.75f12*122整体性 φ32m14*1.5f12*122整体性 φ34m14*1.5f12*122整体性 φ36m14*1.5f12*122整体性 φ38t24*5f14*142、3整体性 φ42t24*5f13-142、3整体性 φ45t24*5f13-182、3整体性 φ55t24*5f13-
ANSYS的硬质合金钻头切削变形相关
文辑推荐
知识推荐
百科推荐


职位:信息系统监理工程师
擅长专业:土建 安装 装饰 市政 园林


