

980MPa高强钢TIG焊接接头原位拉伸断裂机理
格式:pdf
大小:1.1MB
页数:5P
人气 :92
 4.4
4.4
对新型980MPa深海用高强钢TIG焊接接头5种不同缺口位置的试样进行了原位拉伸试验,通过试验观察了每个试样的动态断裂过程,并对其断裂机理进行了详细研究和分析,最终确定焊接接头的薄弱环节。试验结果表明:直缺口试样的微观断裂经历了塑性变形、缺口处起裂、裂纹扩展、裂纹尖端钝化,直至试样断裂的过程,并且在裂纹扩展过程中,裂纹尖端重复钝化、扩展、新裂纹产生、再钝化、再扩展的过程;圆弧试样和平板试样在剪切力的作用下经历塑性变形、颈缩、出现微裂纹、微裂纹扩展,直至试样瞬间断裂的过程,并且圆弧试样和平板试样的起裂应力和断裂应力十分接近,表现为突发形式;平板试样中发现最后断裂在焊缝金属处,这说明其薄弱环节为焊缝金属处。



 JFE980S高强钢焊接接头软化分析
JFE980S高强钢焊接接头软化分析 JFE980S高强钢焊接接头软化分析
研究了激光-mag复合热源和常规mag两种焊接方法在焊接jfe980s低合金调质高强钢时的接头软化问题.通过对接头强度、硬度和组织的测试分析,探讨了低合金调质高强钢焊接接头的软化规律及机制.结果表明,焊后jfe980s高强钢常规mag焊接头发生了明显软化,而激光-mag复合热源焊接接头软化不明显;激光-mag复合热源焊接接头的软化区域宽度和软化程度明显小于常规mag焊接头;接头的软化主要发生在焊接热影响区的过回火区域和不完全正火区域,该区域中出现沿晶界呈块状或颗粒状分布的组织是造成接头软化的主要原因.
编辑推荐下载
焊接接头拉伸试验
格式:pdf
大小:14KB
页数:2P
4.6
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
基于原位拉伸的CrMoV钢焊接接头局部力学性能研究 基于原位拉伸的CrMoV钢焊接接头局部力学性能研究
格式:pdf
大小:3.1MB
页数:12P
4.7
采用微拉伸试验研究了crmov钢焊接接头焊缝金属的局部力学性能,并对焊缝金属进行了微观组织观察和显微硬度测试。结果表明,焊缝金属呈现不均匀的微观组织分布;焊缝金属环向试样的拉伸强度要大于径向和轴向试样的拉伸强度,而焊缝中心所取试样的拉伸强度要小于焊道上所取试样的拉伸强度。结合金相分析得到,焊接接头焊缝金属最薄弱的部位在焊缝中心等轴晶区。
980MPa高强钢TIG焊接接头原位拉伸断裂机理热门文档
焊接接头横向拉伸试验结果分析 焊接接头横向拉伸试验结果分析
格式:pdf
大小:82KB
页数:4P
4.4
通过一系列对比试验,研究分析了q345焊接试板焊接接头横向拉伸性能与全焊缝和焊板母材之间的差异,探索接头横向拉伸所得屈服强度与断后伸长率的合理性。结果表明,接头横向拉伸所获得的屈服强度值介于母材与全焊缝的值之间,且试验结果受所用引伸计标距的影响较为显著;接头横向拉伸断裂位置虽在母材上,但抗拉强度值要高于母材强度近20mpa,断后伸长率则比母材低了近10%,但仍高于全焊缝的值。
工程机械用800MPa低合金高强度钢焊接接头断裂韧性评价
格式:pdf
大小:137KB
页数:5P
4.6
对调质状态800mpa低合金高强度钢及其焊接接头进行了系列温度的断裂韧性测试,讨论不同焊接方法对焊接接头断裂韧性的影响。发现板材的轧制方向对断裂韧性影响显著,lt方向试件的断裂韧性远超过tl方向试件的断裂韧性。在-60℃以上,母材处于上平台延性断裂范畴。在-80℃,裂纹扩展过程中有延脆断裂模式的转变。焊条电弧焊焊缝的断裂韧性与气体保护焊焊缝的断裂韧性相当。尽管常温下焊缝金属的断裂韧性甚至优于母材,但随着试验温度的降低,焊缝金属的断裂韧性迅速下降。在-20℃已发生断裂模式转变,这在结构服役时要引起重视。本研究为大型工程机械的断裂安全评定奠定了基础。
细晶高强钢筋焊接接头的分析 细晶高强钢筋焊接接头的分析
格式:pdf
大小:1.2MB
页数:3P
4.6
实验采用co_2气体保护焊(窄间隙焊)方法对400mpa级和500mpa级细晶高强钢筋进行焊接,对其焊接接头进行力学、晶粒度、硬度性能测试以及金相组织的观察。结果表明,焊接后的细晶高强钢筋综合性能良好。
船体高强钢焊接接头质量控制的研究现状 船体高强钢焊接接头质量控制的研究现状
格式:pdf
大小:143KB
页数:5P
4.7
研究了船体高强钢焊接接头焊缝区、热影响区和母材区对接头性能的影响。探讨了改善焊接接头塑、韧性及强度控制的技术手段。利用计算机模拟焊接区域温度场分布和焊缝金属组织凝固过程,并依据模拟出的最佳条件冶炼钢种进行验证实验。结果表明,这种方法可以有效改善焊接接头质量。船体高强钢焊接与计算机模拟相结合是未来的发展方向。
钢筋焊接接头拉伸试验检测实施细则
格式:pdf
大小:20KB
页数:3P
4.3
钢筋焊接接头拉伸试验检测实施细则 1、目的和适用范围: 本方法适用于电阻点焊、闪光对焊、电弧焊、电渣压力焊、气压 焊和预埋件埋弧压力焊的焊接接头的拉伸试验。试验目的是测定焊接 接头抗拉强度、观察断裂位置和断口特征,判定塑性断裂或脆性断裂。 2、试验设备: ⑴根据钢筋的级别和直径,应选用适配的拉力试验机或万能试验 机,试验机应符合现行国家《金属材料室温拉伸试验方法》gb/t228 中有关规定。 ⑵夹紧装置应根据试样规格选用,在拉伸过程中不得与钢筋产生 相对滑移。 ⑶游标卡尺、钢直尺等。 3、试样: 试样的尺寸按规定取用; 电阻点焊:l≥300或l≥ls+2lj;闪光对焊ls=8d、l≥ls+2lj; 双面帮条焊ls=8d+lh、l≥ls+2lj;单面帮条焊ls=5d+lh、l≥ls+2lj; 双面搭接焊ls=8d+lh、l≥ls+2lj;单面搭接焊ls=5d+lh、l≥ls
980MPa高强钢TIG焊接接头原位拉伸断裂机理精华文档
钢筋焊接接头拉伸、弯曲试验记录
格式:pdf
大小:24KB
页数:1P
4.5
资阳市公路工程试验检测中心 钢筋焊接接头拉伸、弯曲试验记录 试验编号任务单编号 依据标准、规程试验开始时间 样品概况试验完成时间 试验环境 试验所用仪器设备 钢筋产地或生产厂家钢筋牌号 施工部位或用途钢筋批号 焊接名称 试 样 尺 寸 试样直径(mm) 试样长度(mm) 受试长度(mm) 焊缝长度(mm) 焊口直径(mm) 母材截面积(mm2) 拉 伸 试 验 样品编号 断口部位 极限荷载(kn) 抗拉强度(mpa) 弯 曲 试 验 样品编号 弯心直径(mm) 弯曲角度(°) 弯曲结果 检验结论 备注 试验:记录:计算:复核:审核:
激光冲击强化对不锈钢焊接接头拉伸性能的影响 激光冲击强化对不锈钢焊接接头拉伸性能的影响
格式:pdf
大小:951KB
页数:5P
4.3
利用激光冲击强化对12cr2ni4a不锈钢焊接接头进行处理,比较了激光冲击一次和二次前后焊接接头拉伸性能、显微硬度和表面残余应力.结果表明,12cr2ni4a焊接试件经过二次激光冲击强化后,显微硬度提高了50%,抗拉强度由818.5mpa提升至863.8mpa,并且断裂区域由焊接热影响区转移至基体处,焊接试件的拉伸性能显著提高.激光冲击强化消除的焊接残余拉应力是焊接接头拉伸性能提高的主要原因.
焊管焊接接头拉伸试验相关标准的讨论 焊管焊接接头拉伸试验相关标准的讨论
格式:pdf
大小:64KB
页数:3P
4.7
焊管常用标准对焊缝接头拉伸试样是否去除焊缝余高要求不一。本文从焊接接头拉伸的实际意义出发,探讨了是否去除焊缝余高及断裂位置对试验结果的影响。不去除焊缝余高的情况,更偏重于焊缝结构的整体强度,而不是严格意义上的焊接接头的抗拉强度。为避免分歧及便于对比,西气东输二线管道工程技术条件中统一规定了焊接接头拉伸试验必须去除焊缝余高,且报告断裂位置。

焊接接头冲击断裂韧性分析
格式:pdf
大小:174KB
页数:5P
4.5
2003年增刊 ? 41 ? 机械动力学专集 静态或准静态加载的加载速度和试样变形速度 比较低,未计及其对断裂过程带来的影响。在高的加 载速度和试样变形速度情况下,材料变形和断裂的 性质发生了改变。当加载速度提高时,材料塑性变形 过程受到了约束和限制,使材料的屈服点升高,塑性 有可能降低,形变硬化过程也受到影响,从而增加了 材料的脆化倾向。对含缺口、裂纹等缺陷的构件,即 使加载速度并不高,在缺口、裂纹的尖端也能达到很 高的变形速度,此时同样会增加材料的脆化倾向。因 此,在高速冲击载荷作用下,焊接接头的冲击断裂韧 性应该与在静态或准静态载荷作用下有很大不同。 一、试验安排 试验利用hopkinson小气炮加载装置[1]对冲击 试样进行高速冲击加载。试验中子弹质量m1=3. 083kg,冲击杆质量m2=6.5kg。为了研究焊接组配、 冲击速度及焊缝不同区域对焊接接头
980MPa高强钢TIG焊接接头原位拉伸断裂机理最新文档
超声波冲击与TIG熔修复合强化改善高强钢焊接接头的疲劳性能
格式:pdf
大小:1.8MB
页数:6P
4.4
超声波冲击与tig熔修复合强化改善高强钢焊接接头的疲劳性 能 作者:王东坡,霍立兴,张玉凤,荆洪阳,杨新岐 作者单位:天津大学材料科学与工程学院,天津,300072 刊名:机械工程学报 英文刊名:chinesejournalofmechanicalengineering 年,卷(期):2003,39(5) 被引用次数:2次 参考文献(10条) 1.gurneytrfatigueofweldedstructures1979 2.janoschjj;konecznyh;debiezsfranceimprovementoffatiguestrengthinweldedjoints(inhss andinaluminumalloys)byultrasonichammerpeening1996(3
热压对镁合金焊接接头拉伸性能的影响 热压对镁合金焊接接头拉伸性能的影响
格式:pdf
大小:435KB
页数:4P
4.3
通过拉伸试验机、光学显微镜、扫描电镜等研究了热压对az31b镁合金钨极氩弧焊焊接接头拉伸性能和断口形貌的影响。结果表明:热压后焊接接头的抗拉强度和伸长率分别可达200mpa和10%,比焊态的分别提高了18%和67%;焊态接头拉伸断口以解理断裂为主,呈现出较多的脚印状小平台,同时伴随有少量韧窝;而热压后焊接接头的断口具有平台撕裂畸变现象,可以观察到热压塑性变形流变线,晶界表现出一定的滑动协调现象。
力学不均匀性对焊接接头拉伸性能的影响 力学不均匀性对焊接接头拉伸性能的影响
格式:pdf
大小:311KB
页数:5P
4.4
为了研究焊接接头力学不均一性对单向拉伸性能的影响,采用数字散斑相关方法(dscm)研究了纯铝激光-电弧复合焊焊接接头在拉伸过程中的局部变形行为,获得了母材、热影响区和焊缝区的应变分布情况,发现应力为43.6mpa时熔合线附近的热影响区首先进入屈服阶段,并且随着荷载的增加,总应变迅速增大,热影响区真实应变远大于名义应变,并导致最终断裂。硬度测试结果显示热影响区出现明显的退火软化现象,硬度最低,使其成为焊接接头拉伸过程中最薄弱区域。基于能量法和硬度测试结果提出了纯铝焊接接头各区域屈服强度的预测模型,预测值与实验结果吻合良好。

焊接接头拉伸试验方法33--ty
格式:pdf
大小:347KB
页数:14P
4.6
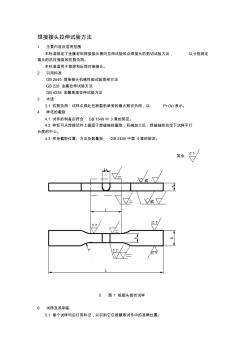
1 焊接接头拉伸试验方法 1主要内容及适用范围 本标准规定了金属材料焊接接头横向拉伸试验和点焊接头的剪切试验方法,以分别测定 接头的抗拉强度和抗剪负荷。 本标准适用于熔焊和压焊对接接头。 2引用标准 gb2649焊接接头机械性能试验取样方法 gb228金属拉伸试验方法 gb4338金属高温拉伸试验方法 3术语 3.1抗剪负荷:试样点焊处在断裂前承受的最大剪切负荷,以p(n)表示。 4样坯的截取 4.1试件的制备应符合gb1649中3章的规定。 4.2样坯可从焊接试件上垂直于焊缝轴线截取,机械加工后,焊缝轴线应位于试样平行 长度的中心。 4.3样坯截取位置、方法及数量按gb2469中第4章的规定。 5图1板接头板状试样 6试样及其制备 5.1每个试样均应打有标记,以识别它在被截取试件中的准确位置。 2 5.2试样应采用机械加工
焊接接头拉伸试验方法33--ty资料
格式:pdf
大小:326KB
页数:14P
4.3
焊接接头拉伸试验方法 1主要内容及适用范围 本标准规定了金属材料焊接接头横向拉伸试验和点焊接头的剪切试验方法,以分别测定 接头的抗拉强度和抗剪负荷。 本标准适用于熔焊和压焊对接接头。 2引用标准 gb2649焊接接头机械性能试验取样方法 gb228金属拉伸试验方法 gb4338金属高温拉伸试验方法 3术语 3.1抗剪负荷:试样点焊处在断裂前承受的最大剪切负荷,以p(n)表示。 4样坯的截取 4.1试件的制备应符合gb1649中3章的规定。 4.2样坯可从焊接试件上垂直于焊缝轴线截取,机械加工后,焊缝轴线应位于试样平行 长度的中心。 4.3样坯截取位置、方法及数量按gb2469中第4章的规定。 5图1板接头板状试样 6试样及其制备 5.1每个试样均应打有标记,以识别它在被截取试件中的准确位置。 5.2试样应采用机械加工或磨削方法制
焊接接头拉伸试验影响因素分析 焊接接头拉伸试验影响因素分析
格式:pdf
大小:70KB
页数:未知
4.4
统计了几年来所做钢材的拉伸试验,从试样断裂部位、焊接接头构成、焊接方法和焊接工艺几个方面进行分析,找出了焊接机理和显微组织对钢材焊接接头拉伸试验结果的影响。其有利于采取针对性措施,改善焊接接头组织和性能,从而提高产品的焊接质量。


焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
镁合金活性TIG焊焊接接头组织特征分析 镁合金活性TIG焊焊接接头组织特征分析
格式:pdf
大小:686KB
页数:5P
4.6
对活性化焊接(a-tig)方法在镁合金焊接中的应用进行了初步的探讨。选取tio2作为活性剂,研究了单一活性剂tio2对镁合金焊接后微观组织的影响。试验结果表明,涂敷单一活性剂tio2可以使焊缝熔深比常规的tig焊增加2倍。与未涂敷活性剂的焊缝相比,涂敷tio2活性剂可以增大焊接的熔深,减小熔宽。
980MPa高强钢TIG焊接接头原位拉伸断裂机理相关
文辑推荐
知识推荐
百科推荐


职位:建筑电气工程师
擅长专业:土建 安装 装饰 市政 园林


