

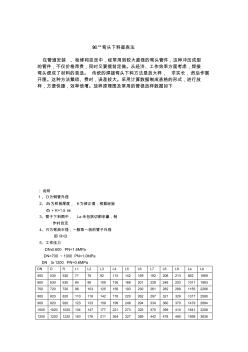
90°弯头尺寸形状允许偏差
格式:pdf
大小:14KB
页数:1P
人气 :97
 4.6
4.6
90°弯头尺寸形状允许偏差 工程直径 DN 项目 ≤65 80-100 125-150 200-250 外径 D0(mm) +1.50 -0.75 ±1.50 +2.00 -1.50 内径 Di(mm) ±0.75 ±1.50 壁厚 S(%) ±12.5S 端面偏斜 Q(mm) 0.75 1.50 背偏斜 P(mm) 1.50 3.00 弯曲半径 R(mm) ±1.00 ±1.50 ±2.00 焊缝坡口角度 α(o) ±2.50 钝边厚度 δ(mm) 当 S≤6mm 时,±0.50 当 S>6mm 时,±1.00 注:S 为钢管壁厚 SH3065-94 石油化工管式炉急弯弯管技术标准




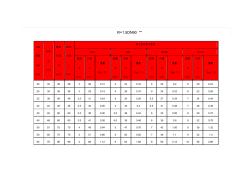
90°弯头
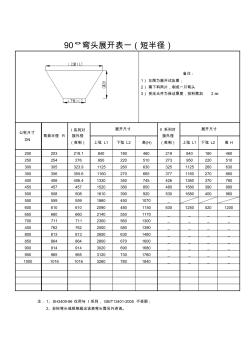
90°弯头展开表一(短半径) 备注: 1)左图为展开试压图; 2)需下料两片,制成一只弯头 3)受压元件为保证厚度,投料需加2㎜ 公称尺寸 dn 弯曲半径r i系列对 接外径 (英制) 展开尺寸ii系列对 接外径 (英制) 展开尺寸 上弦l1下弦l2高(h)上弦l1下弦l2高h 200203219.1840180460219840180460 250254276950220510273950220510 300305323.911252606303251125260630 350356355.611602706653771160270665 400406406.413303507454261360370780 450457457152038
编辑推荐下载
各种90°弯头规格大全
格式:pdf
大小:6KB
页数:4P
4.6
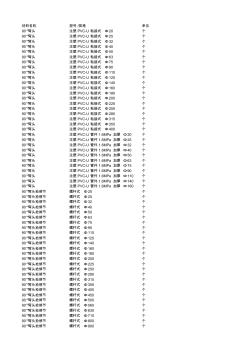
材料名称型号/规格单位 90°弯头注塑pvc-u粘接式ф20个 90°弯头注塑pvc-u粘接式ф25个 90°弯头注塑pvc-u粘接式ф32个 90°弯头注塑pvc-u粘接式ф40个 90°弯头注塑pvc-u粘接式ф50个 90°弯头注塑pvc-u粘接式ф63个 90°弯头注塑pvc-u粘接式ф75个 90°弯头注塑pvc-u粘接式ф90个 90°弯头注塑pvc-u粘接式ф110个 90°弯头注塑pvc-u粘接式ф125个 90°弯头注塑pvc-u粘接式ф140个 90°弯头注塑pvc-u粘接式ф160个 90°弯头注塑pvc-u粘接式ф180个 90°弯头注塑pvc-u粘接式ф200个 90°弯头注塑pvc-u
90°弯头尺寸形状允许偏差汇总热门文档


 如何提高90°弯头耐功率性能
如何提高90°弯头耐功率性能 如何提高90°弯头耐功率性能
格式:pdf
大小:232KB
页数:3P
4.5
分析了90°弯头的结构工艺特点及影响弯头耐功率性能的系统因素,提出两种改进方案,分别详述了两种改进方案的设计、实现及验证过程,在不增加外形尺寸、不改变接口尺寸、不影响互换性的情况下,低成本地实现了90°弯头耐功率性能的提高。
![90°弯头内壁整体堆焊[1]](https://files.zjtcn.com/group1/M00/7F/F6/CgoBZ2A9t_qAD_oIAABKdwdKVoU981.jpg)
90°弯头内壁整体堆焊[1]
格式:pdf
大小:192KB
页数:6P
4.7
制 造 与 安 装 90°弯头内壁整体堆焊 张圆磊 (上海石化机械制造有限公司,上海 200540) 摘 要:90°弯头的内壁堆焊是加氢反应器的制造难点之一。目前通常是采取将90°弯头分为3段, 各段分别堆焊后装配在一起,再对连接缝进行组焊和堆焊的制造工艺。该工艺不仅繁琐,而且质量 不易控制。为了解决这个制造难题,在现有堆焊设备和焊接变位机的基础上,通过开发一些简单的 辅助工装,成功实现了90°弯头的内壁整体堆焊。并详细介绍了90°弯头的制造难点、内壁整体堆 焊的原理及对辅助工装的要求。 关键词:90°弯头;堆焊;12cr2mo1r;药芯焊丝熔化极气体保护焊;焊接 中图分类号:th16;tg455 文献标识码:b 文章编号:1001-4837(2013)07-0072-05 doi:10.3969/j.issn.1001-4837.2013
90°弯头尺寸形状允许偏差汇总精华文档
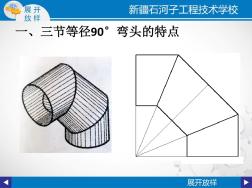
90°弯头下料查表法
格式:pdf
大小:20KB
页数:2P
4.7
90°弯头下料查表法 在管道安装、检修和技改中,经常用到较大直径的弯头管件,这种冲压成型 的管件,不仅价格昂贵,同时又要提前定做。从经济、工作效率方面考虑,焊接 弯头便成了材料的首选。传统的焊接弯头下料方法是放大样,求实长,然后作展 开图。这种方法繁琐、费时,误差较大。采用计算数据制成表格的形式,进行放 样,方便快捷,效率倍增。放样原理图及常用的管径放样数据如下 :说明 1、d为钢管外径 2、δ为样板厚度,k为修正值,根据经验 δ+k=1.5㎜ 3、管子下料图中,la未包括切割余量,制 作时自定 4、r为弯曲半径,一般取一倍的管子外径 即r=d 5、工作压力 dn≤600pn=1.6mpa dn=700~1000pn=1.0mpa dn≥1200pn=0.6mpa dndrl1l2l3l4l5l6l7l8l9
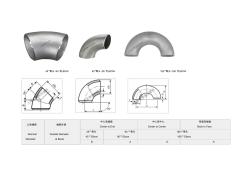
45°90°弯头标准
格式:pdf
大小:138KB
页数:6P
4.6
r=1.5dn90° 公称 通径 dn /mm 外径 d /mm 弯曲 半径 r /mm 结构 长度 l /mm 管子表号管子表号 g30g60g100g140 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 壁厚 s /mm 内径 d /mm 重量 /(kg/个) 253238383260.124240.165220.26200.24 253438383280.144260.185240.226220.26 323848483.5310.244300.265.5270.347240.44 324248483.5350.264340
大型90°弯头应力测试与爆破试验研究 大型90°弯头应力测试与爆破试验研究
格式:pdf
大小:214KB
页数:4P
4.7
通过对一大型90°弯头进行应力测试与爆破试验,得到了内压载荷下该厚壁弯头的外壁应力分布情况,确定了弯头的薄弱部位,并将试验结果与理论计算结果进行了比较。试验结果可为大型厚壁弯头的设计,制造及使用提供参考数据。
90°弯头尺寸形状允许偏差汇总最新文档
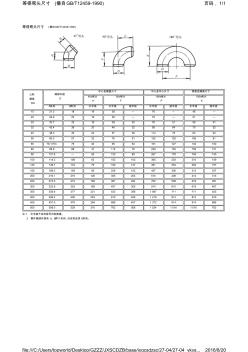
等直径弯头尺寸标准
格式:pdf
大小:70KB
页数:1P
4.7
等径弯头尺寸(摘自gb/t12459-1990) 注:1.尽可能不采用括号内的数值。 2.管件端部外径有a、b两个系列,应优称选用a系列。 公称 通径 dn 端部外径 d 中心至端面尺寸中心至中心尺寸背面至端面尺寸 45o弯头 h 90o弯头 f 180o弯头 p 180o弯头 k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.3181638—76—48— 2026.9251638—76—51— 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 6576.1(73)76409564
弯头尺寸表
格式:pdf
大小:275KB
页数:3P
4.6
45°弯头/45°elbow90°弯头/90°elbow180°弯头/180°elbow 公称通径 nominal diameter 端部外径 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°弯头 45°elbow 90°弯头 90°elbow 180°弯头 180°elbow baok dnnps a系列 seriesa b系列 seriesb 长半径 long radius 长半径 long radius 短半径 short radius 长半径 long radius 短半径 short radius 长半径(a系列) long radius
90°弯头展开图的计算方法研究 90°弯头展开图的计算方法研究
格式:pdf
大小:1.5MB
页数:2P
4.8
讨论了90°弯头展开图的计算方法,给出了展开图的计算公式,为其精确展开提供了理论依据,避免了繁琐的投影平行线法的作图步骤,为工程技术人员提供了一种可借鉴、有价值的展开图计算方法,有利于提高管道施工质量,缩短施工周期。
新型输液90°弯头结构流固耦合特性 新型输液90°弯头结构流固耦合特性
格式:pdf
大小:1.8MB
页数:6P
4.7
采用双向耦合法研究了一种新型流体脉动衰减弯头,讨论了结构参数对其流固耦合特性的影响.结果表明:原始弯头内总压差为29.50627kpa,内部流场极不均匀,其最大变形量为20.689μm,最大应力为180.08kpa,变形方式是两侧拉长、中间向里凹陷,呈双椭圆形,对其具有"拉直"效应;当导流器按黄金比例排列,片数为2,横截面弯曲半径为200mm,出口延长度为40mm设计时,优化结构内总压差为10.70787kpa,比原始弯头减小了63.71%,但该结构最大变形为330.39μm,最大应力为1569.10kpa;最终方案增加导流器片数至3片,导流器厚度为3mm,优化后结构内总压差为12.46956kpa,比原始弯头减小了57.74%,其最大变形为20.898μm,最大应力为259.80kpa,且内部流场均匀.
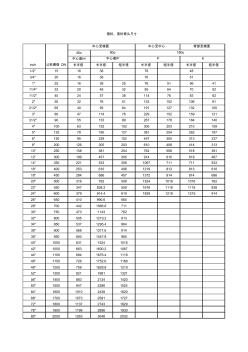
国标、美标弯头尺寸
格式:pdf
大小:34KB
页数:1P
4.8
45o 中心高h 长半径长半径短半径长半径短半径长半径短半径 1/2"1516387648 3/4"2016387651 1"2516382576515641 11/4"3220483295647052 11/2"40245738114768362 2"5032765115210210681 21/2"65409564191127132100 3"804711476229152159121 31/2"905513389267178184140 4"10063152102305203210159 5"12579190127381254262197 6"15095229152457305313237 8"
90°弯头车镗两用夹具 90°弯头车镗两用夹具
格式:pdf
大小:114KB
页数:未知
4.6
我厂加工90°弯头两端时,曾使用美国工装夹具,存在装夹不便、加工稳定性不好等缺点,为此,我们重新设计了一套夹具,为车镗两用。加工精度高,调整方便。夹具有三面互相垂直的外框4(附图),工件装在两个互相垂直的v形架5上,用3根夹紧横梁3上的螺钉固紧,将a面座于镗床的工作台上,调整好位置后,紧靠b面在工作台上安装两个定位块(用镗床压板代替即可)。此时便可加工弯头的一个端面,加工
90°弯头内壁整体堆焊 90°弯头内壁整体堆焊
格式:pdf
大小:288KB
页数:5P
4.8
90°弯头的内壁堆焊是加氢反应器的制造难点之一。目前通常是采取将90°弯头分为3段,各段分别堆焊后装配在一起,再对连接缝进行组焊和堆焊的制造工艺。该工艺不仅繁琐,而且质量不易控制。为了解决这个制造难题,在现有堆焊设备和焊接变位机的基础上,通过开发一些简单的辅助工装,成功实现了90°弯头的内壁整体堆焊。并详细介绍了90°弯头的制造难点、内壁整体堆焊的原理及对辅助工装的要求。
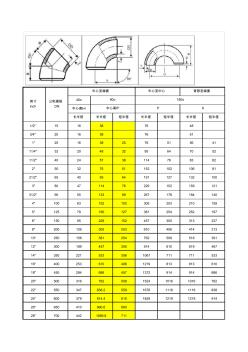
弯头尺寸带图
格式:pdf
大小:114KB
页数:2P
4.5
45o 中心高h 长半径长半径短半径长半径短半径长半径短半径 1/2"1516387648 3/4"2016387651 1"2516382576515641 11/4"3220483295647052 11/2"40245738114768362 2"5032765115210210681 21/2"65409564191127132100 3"804711476229152159121 31/2"905513389267178184140 4"10063152102305203210159 5"12579190127381254262197 6"15095229152457305313237 8"
90°弯头尺寸形状允许偏差汇总相关
文辑推荐
知识推荐
百科推荐


职位:项目管理一级建造师
擅长专业:土建 安装 装饰 市政 园林


