

影响6系铝合金角焊缝根部裂纹因素
格式:pdf
大小:502KB
页数:4P
人气 :98
 4.6
4.6
影响 6系铝合金角焊缝根部裂纹因素 随着我国高速铁路的高速发展及铝合金焊接工艺的不断完善,铝合金车体在高铁项目中也得 到了广泛的应用。作为焊接质量控制项点之一的铝合金角焊缝质量,也是高铁项目中重点控 制的内容之一。 相对便于进行 RT、UT 等体积类无损检测的对接焊缝而言,对接焊缝质量的好坏易于判断和 掌控。而角焊缝,因其结构因素的限制,在无损的情况下,无法进行内部的体积类检测,如 RT等。为更好地了解角焊的焊后质量,只能通过宏观断面或断裂试验来验证。而实际焊接宏 观试样显示,铝合金角焊根部裂纹作为一项关键质量问题,常常困扰着铝合金生产商。 1试验过程 为了研究各外部因素对于 6 系铝合金角焊缝质量的影响,分别采用产品中最常见的两种厚度 4mm、10mm的 6005A型材进行不同试验。 母材的化学成份如表 1,焊接保护气体为 99.999% 的高纯氩气。试验采用熔化极氩弧焊工艺,焊接采用进



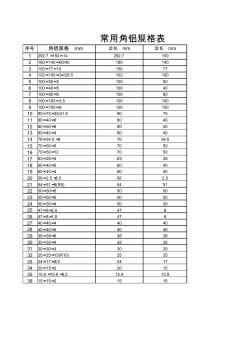
常用铝合金角铝规格
序号角铝规格mm边长mm边长mm 1292.7×150×14292.7150 2180×140×60/40180140 3150×77×1015077 4102×100×34/28.5102100 5100×50×510050 6100×40×510040 7100×80×610080 8100×100×3.5100100 9100×100×6100100 1090×75×25/41.59075 1180×40×88040 1280×50×68050 1380×40×48040 1476×34.5×37634.5 1570×50×57050 1670×50×127050 1763×28×46328 1860×40×56040 1960×40×460
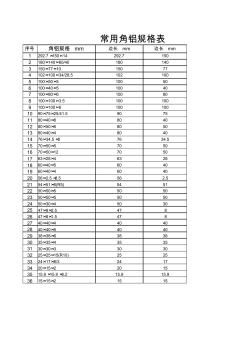
常用铝合金角铝规格
序号角铝规格mm边长mm边长mm 1292.7×150×14292.7150 2180×140×60/40180140 3150×77×1015077 4102×100×34/28.5102100 5100×50×510050 6100×40×510040 7100×80×610080 8100×100×3.5100100 9100×100×6100100 1090×75×25/41.59075 1180×40×88040 1280×50×68050 1380×40×48040 1476×34.5×37634.5 1570×50×57050 1670×50×127050 1763×28×46328 1860×40×56040 1960×40×460
编辑推荐下载
 2519铝合金角接结构的搅拌摩擦焊
2519铝合金角接结构的搅拌摩擦焊 2519铝合金角接结构的搅拌摩擦焊
格式:pdf
大小:550KB
页数:6P
4.7
利用自行研制的搅拌摩擦焊机采用一种搅拌摩擦焊外侧角接的新方法对厚度为22mm的2519铝合金进行了角接焊接试验,并对焊缝的微观组织、硬度等进行了分析.分析了搅拌针断裂原因及得出其断裂方式为剪切断裂.结果表明,搅拌摩擦焊外侧角接焊接的方法能够有效地进行角接焊接;合理的焊接工艺和搅拌针形状是焊接的关键;旋转频率在30~40rad/s,焊接速度在90~120mm/min的范围内都可以获得良好的接头外观.

6系铝合金角焊缝根部裂纹因素热门文档
(整理)R型铝合金挂件背栓螺丝铝合金角码连接件.
格式:pdf
大小:152KB
页数:2P
4.4
精品文档 精品文档 r型铝合金挂件背栓螺丝铝合金角码连接件 深圳嘉捷和建材供应r型铝合金挂件,背栓螺丝,铝合金角码,连接件。作为从事石 材干挂件多年的供应商,嘉捷和深知石材挂件对石材干挂工程的影响,俗话说好的产 品来自好的加工商,好的服务来自好的供应商,嘉捷和建材拥有正规完善的管理制度, 拥有经验丰富的技术和服务团队,极依靠科技进步,推行科学管理,建立了科学、高 效的管理机制,建立健全了各类管理制度,有效地推进了企业现代管理机制的形成; 建立了科技开发激励机制,推动了企业的技术水平的提升,选择我们一定可以满足您 的建材需求! 嘉捷和建材主要生产铝合金挂件、背栓螺丝、石材不锈钢干挂件、镀锌钢板(角码)、连 接件等建材产品。井代理销售:石材干挂ab胶、云石胶、云石蜡、护理剂:玻璃幕墙 点式接驳爪、玻璃胶、螺丝、化学螺栓、植筋胶;瓷砖勾缝剂:以及其它石材干挂、 幕墙安装等配套材料
铝合金拼焊板胀形焊缝移动研究 铝合金拼焊板胀形焊缝移动研究
格式:pdf
大小:512KB
页数:4P
4.4
采用有限元数值模拟方法,研究了铝合金拼焊板冲压胀形中影响焊缝移动的因素及影响规律。结果表明,焊缝移动的主要影响因素为板厚差异以及焊缝的初始位置,凹模圆角对焊缝移动也有一定的影响,而模具间隙对焊缝移动的影响非常小。随着板厚差异的增大,焊缝向厚板一侧偏移;而焊缝中央的最大偏移量,随厚板宽度的增加是先增大后减小。
Ⅲ类压力容器接管角焊缝裂纹分析
格式:pdf
大小:214KB
页数:3P
4.4
ⅲ类压力容器接管角焊缝裂纹分析(图) 岑树海(广西锅炉压力容器检验所530022) 摘要:《容规》规定,ⅲ类压力容器壳体接管角焊缝应采用全焊透型式,但是许多制造厂都没 能做到,这给压力容器留下了隐患。在检验中,经常发现接管角焊缝出现裂纹,对裂纹进一步打 磨发现严重未焊透缺陷,经分析确认未焊透是产生裂纹的根本原因。 关键词:类压力容器;接管角焊缝;裂纹;分析 前言 某燃气公司有100m3液化石油气贮罐15台,1996年6月投入运行,1997年7月首次开罐 检验,发现有2台贮罐的温度计接管角焊缝出现裂纹;2003年5月第二次开罐检验,同样又发现 另2台的温度计接管角焊缝、1台人孔角焊缝出现裂纹。本文以其中一处温度计接管角焊缝 裂纹为例,分析裂纹产生原因及处理办法。 1贮罐技术特性 内径:φ3000mm 壁厚:封头
6系铝合金角焊缝根部裂纹因素精华文档
铝合金激光填丝焊焊缝成分不均匀性研究 铝合金激光填丝焊焊缝成分不均匀性研究
格式:pdf
大小:1.3MB
页数:5P
4.4
为了研究铝合金激光填丝焊接头组织及焊缝成分分布情况,分别对zlll4a铝合金及工业纯铝1a90进行了激光填丝焊接,并利用光学显微镜、扫描电镜、能谱等实验方法分析了焊接接头的组织特点,并讨论了成分分布规律。结果表明,铝合金激光填丝焊接接头成形良好,焊缝组织细小,热影响区窄,焊缝成分有明显不均匀性,在焊缝上部和底部靠近熔合区的位置熔质浓度较高,而焊缝中心位置熔质浓度低。

角焊缝的焊接既计算
格式:pdf
大小:4.0MB
页数:21P
4.6
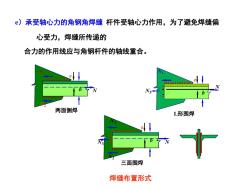
第三章连接返回 §3-3角焊缝的构造和计算 3.3.1角焊缝的构造 一、角焊缝的形式和强度 角焊缝(filletwelds)是最常用的焊缝。角焊缝按其与作用力的关系可分为:焊缝长度方向与作用力垂直的正面角 焊缝;焊缝长度方向与作用力平行的侧面角焊缝以及斜焊缝。按其截面形式可分为直角角焊缝(图3.3.1)和斜角角焊 缝(图3.3.2)。 直角角焊缝通常做成表面微凸的等腰直角三角形截面(图3.3.1a)。在直接承受动力荷载的结构中,正面角焊缝的 截面常采用图3.3.1(b)所示的坦式,侧面角焊缝的截面则作成凹面式(图3.3.1c)。图中的hf为焊角尺寸。 两焊脚边的夹角α>90°或α<90°的焊缝称为斜角角焊缝(图3.3.2)。斜角角焊缝常用于钢漏斗和钢管结构中。对于 夹角α>135°或α<60°的斜角角焊缝,除钢管结构外,不宜用作受力焊缝

焊接h型钢角焊缝不清根全熔透焊接施工工法
格式:pdf
大小:75KB
页数:7P
4.5
1 焊接h型钢角焊缝不清根全熔透焊接施工工法 安徽阜阳建工集团有限公司沈松林电话:13955865570 1前言 焊接h型钢全熔透角焊缝一直是一般工厂的加工难点,因为其加工工艺复杂,焊接工作 量大,焊缝容易出现缺陷,焊接后工件本身易产生较大变形,不利于后续校正处理。 公司开展科技创新,在几个项目工程中,通过对焊接h型钢组合t型角接接头焊接工艺 的改进,提高了焊缝抗裂性能,解决了角接接头先焊面全熔透,背面不清根的工艺技术难题, 大大提高焊接工效,形成了一项焊接h型钢角焊缝不清根全熔透焊接的施工工法。 2工法特点 2.1有效提高先焊面打底焊缝的抗裂性。 2.2免除t型角接接头背面碳弧气刨清根工序,焊接一次成形。 2.3焊接施工简便、快速,大大降低生产成本,经济效益明显。 3适用范围 本工法适用于要求全熔透的焊接h型钢角焊缝的埋弧焊施
6系铝合金的挤压粗晶环 6系铝合金的挤压粗晶环
格式:pdf
大小:714KB
页数:4P
4.7
为了了解铝合金挤压时的表面行为及粗晶环的来源和机制,进行了小规模的反挤压试验。为了知道工件条件和化学成分对其影响,对制件做了金相和定向条像显微照片观察,发现降低再结晶抑制元素(如cr)含量,增大挤压比和挤压速度都会增大粗晶环的深度。基于挤压时显微组织的演变,提出了在制件外表生成粗晶环的机制。

钢(铝合金)结构焊缝外观质量检查记录
格式:pdf
大小:27KB
页数:1P
4.6
001 实测 实测偏差 (mm) 实测偏差 (mm) 实测偏差 (mm) 无-10.7满焊 无+20.8满焊 无-20.60.8 钢(铝合金)结构焊缝外观质量检查记录 xx-c4-6225 单位(子单位)工程名称xxxxxxxx及综合配套设施工程 施工单位xxxx建设有限公司检验批编号xx-c5-71179002 分部/子分部/分项主体结构/钢结构/钢结构屋架检查日期2017/7/20 序号构件 焊瘤裂纹咬边未满焊根部收缩 备注检查项 目 检查位置 允许偏差 (mm) 检查项 目 允许偏差 (mm) 检查项目 允许偏差 (mm) 检查项目 允许偏差 (mm) 实测偏差 (mm) 1×屋架 上弦 接头 上弦接头±2 上弦接 头 0.8上弦接头不允许 上弦 接头1无 不允许 下弦 接头10
6系铝合金角焊缝根部裂纹因素最新文档
088_关于角焊缝建模问题的探讨
格式:pdf
大小:1.9MB
页数:10P
4.6
2006年用户年会论文 关于角焊缝建模问题的探讨 [邹正刚] [上海航天局第八设计部,200233] [摘要]本文对于工程结构中常用的角焊缝在cae分析时的建模问题进行了一些探讨,通过对一些模 型的分析比较,对角焊缝的建模方法提出了一些建议。 [关键词]角焊缝,有限元,建模 researchintomodelingofcornerweldingline [zouzhenggang] [shanghaispaceflightbureau,200233] [abstract]inthispaperwehaveresearchedintothemodelingofcornerweldinglinesincae.basedon theanalysisofsomeexampleswe
铝合金焊缝的电火花铣削工艺研究 铝合金焊缝的电火花铣削工艺研究
格式:pdf
大小:545KB
页数:4P
4.6
以铝合金焊缝的电火花铣削工艺为研究对象,利用电火花铣削技术对铝合金焊缝凸起进行了处理,并与经砂轮磨削处理的焊缝进行了力学性能、表面形貌、尺寸精度的对比,最后对电火花铣削铝合金焊缝的加工效率进行了研究。结果表明:铣削工艺影响焊缝力学性能,电火花铣削工艺与砂轮磨削工艺处理的焊缝抗拉性能相当;砂轮磨削焊缝表面为各向异性划痕沟槽式分布,电火花铣削焊缝表面为各向同性较均匀凹坑;同等尺寸要求下,电火花铣削工艺的尺寸精度高于砂轮磨削。
 部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录 部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
格式:docx
大小:20KB
页数:未知
3
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录——部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
T形接头组合焊缝及角焊缝焊脚K的选取
格式:pdf
大小:81KB
页数:4P
4.6
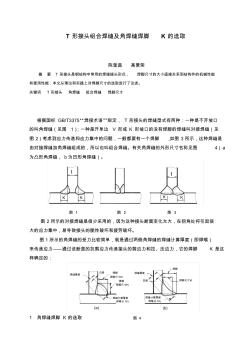
t形接头组合焊缝及角焊缝焊脚k的选取 陈奎昌高景荣 摘要t形接头是钢结构中常用的焊接接头形式,焊脚尺寸的大小直接关系到结构件的机械性能 和使用性能,本文从理论和实践上对焊脚尺寸的选取进行了论述。 关键词t形接头角焊缝组合焊缝焊脚尺寸 根据国标gb/t3375“焊接术语”规定,t形接头的焊缝型式有两种:一种是不开坡口 的叫角焊缝(见图1);一种是开单边v形或k形坡口的没有焊脚的焊缝叫对接焊缝(见 图2)考虑到应力传递和应力集中的问题,一般都要有一个焊脚,如图3所示,这种焊缝是 由对接焊缝加角焊缝组成的,所以也叫组合焊缝。有关角焊缝的外形尺寸名称见图4(a 为凸形角焊缝,b为凹形角焊缝)。 图1图2图3 图2所示的对接焊缝是很少采用的,因为这种接头断面变化太大,在拐角处将引起很 大的应力集中,易导致接头的脆性破坏和疲劳破坏。 图
高速列车铝合金车体的焊缝检验 高速列车铝合金车体的焊缝检验
格式:pdf
大小:38KB
页数:未知
4.6
随着社会经济不断的发展,高速列车制造的相关技术越来越先进,注重国际领先技术的运用对于列车的制造非常关键,然而高速列车铝合金车体的焊缝检验是重中之重,这是技术的难点所在。本文通过分析高速列车铝合金车体焊接过程中容易产生的缺陷,针对性的提出几点建设性意见,阐明了焊接检验对高速列车铝合金车体焊接质量提高、焊接工艺改进的重要性。
 可焊抗蚀铝-镁-锰-钪系航空铝合金
可焊抗蚀铝-镁-锰-钪系航空铝合金 可焊抗蚀铝-镁-锰-钪系航空铝合金
格式:pdf
大小:52KB
页数:1P
4.3
美国专利6531004b1本发明介绍了一种可焊、高抗蚀al-mg-mn-sc系铝合金,主要用于航空工业,其成分(wt%)为:5~6mg,0.05~0.15zr,0.05~0.12mn,0.01~0.2ti,0.05~0.5(sc+tb),sc与tb是必须添加的合金元素,加tb是为了代替一部分sc。因此,tb含量可大于sc的含量。此外,还含有下列元素中的至少一种:0.1~0.2cu,0.1~0.4zn。其余为铝及不可避免杂质,不过杂质si含量不得大于0.1%。
铝合金角码切割锯安全操作规程模板
格式:pdf
大小:535KB
页数:2P
4.5
gl实用范本|documenttemplate 第1页/共2页 编号:fs-qg-74374 铝合金角码切割锯安全操作规程 safetyoperationrulesforaluminumalloycornercuttingsaw 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 1、操作者应熟悉设备结构性能、掌握使用维护方法。 2、工作前应对设备各系统进行全面检查,阻尼油缸中油 位是否处于缸体高度的2/3处,确保完好无误后方可开机工 作。 3、接通气动和电动开关,检查各参数(压力、时间、温 度),动作速度及定位板位置是否正常。 4、开机时气源的压力保证在0.6mpa以上,设备给电后 活动锯头必须进行回原点操作。 5、切割过程中必须加喷雾,喷雾液为煤油或煤油与机油 的混和物。 6、工作过
6系铝合金角焊缝根部裂纹因素相关
文辑推荐
知识推荐
百科推荐


职位:装饰机电施工员
擅长专业:土建 安装 装饰 市政 园林


