

620 mm带钢生产线设备改造及工艺优化
格式:pdf
大小:186KB
页数:2P
人气 :51
 4.6
4.6
为解决带钢尺寸波动大,表面氧化铁皮多等质量问题,莱钢板带厂进行设备改造及工艺优化.加热炉采用汽化冷却,升级改造高压水除鳞系统,改造工艺通道备件及运输链,优化温度制度,提升了产品质量,质量异议减少了50%.



莱钢620mm热轧带钢立辊轧机整体改造与优化
随着热轧窄带钢产品市场竞争的日趋激烈,产品的规格向超宽超薄方向发展。620mm热轧窄带钢宽度的最后控制主要fe1立辊轧机来实现,原设计fe1立辊轧机只能轧制宽度小于400mm的带钢,在轧制超过400mm的带钢时,必须另外准备小辊径轧辊,这样就增加了备件成本和工人的劳动强度。通过对fe1立辊轧机液压系统改造及机械系统优化,对设备进行适应性改造,从而拓展产品规格和提高产品质量。
济钢小型材全连轧生产线设备改造及工艺优化
济钢第一小型轧钢厂全连轧生产线投产初期存在加热炉出钢节奏慢、粗轧机立辊减速机设计传动能力小等问题.通过合理选择和设计高速级传动齿轮参数、优化完善粗轧孔型、实施多线切分轧制技术等,使设备装备水平显著提高,万吨钢设备故障误时由3.5h减少到0.986h,2007年年生产能力达到127万t.
编辑推荐下载

济钢小型材全连轧生产线设备改造及工艺优化
格式:pdf
大小:13KB
页数:1P
4.3
济钢第一小型轧钢厂全连轧生产线投产初期存在加热炉出钢节奏慢、粗轧机立辊减速机设计传动能力小等问题。通过合理选择和设计高速级传动齿轮参数、优化完善粗轧孔型、实施多线切分轧制技术等,使设备装备水平显著提高,万吨钢设备故障误时由3.5h减少到0.986h,2007年年生产能力达到127万t。
论热轧带钢生产线工艺需求及改造
格式:pdf
大小:110KB
页数:2P
4.5
随着我国经济的不断发展,各个行业都取得了较大的发展,尤其我国的生产加工企业在市场的发展浪潮中也获得了一定的发展。与此同时,众多生产企业也面临着不少的发展机遇与挑战,而在这种社会背景下,钢铁行业也做出了重大的改变,各热轧带钢生产线为了提高自身的核心竞争力,实现稳定的发展,纷纷开始规划系统的改造,以完善系统,从而有助于为企业的发展提供一定的助力。所以,对于热轧带钢生产线工艺需求以及具体改造是有必要进行深入研究的,本文主要根据东芝三菱电机工业系统(中国)有限公司(以下简称tmeic)对热轧带钢生产线工艺改造的方法进行一下探讨。
620mm带钢生产线设备改造及工艺优化热门文档

近期热轧带钢生产线工艺需求及改造
格式:pdf
大小:1.4MB
页数:4P
4.4
中国钢铁在经过"产能最大化"的追求后,在产能过剩以及国家调控等多重压力下,各热轧带钢生产线为了突破市场压力以及提高核心竞争力,纷纷规划或者实行了系统改造。本文基于东芝三菱电机工业系统(中国)有限公司(以下简称tmeic)对热轧带钢生产线工艺改造的经验,详细介绍了热轧带钢生产线工艺提升的种种需求及其原因,以及tmeic控制系统为了满足这些需求在工艺设备、产品规格、工艺过程控制上所提供的解决对策,最后通过典型改造案例阐述了需求兑现的现状,并展望了中国热轧带钢在这一轮工艺技术期望达到要求后,下一轮的核心竞争力的技术方向所在。
生产线设备改造介绍
格式:pdf
大小:11KB
页数:2P
4.3
生产线设备改造 1.概述 目前生产线设备改造及试验设备改造是各大汽车主机厂和汽车零部件厂重点关注的对 象。中国工业自动化技术飞速发展,由原始的人工技术和普通机床更新改造发展至现在的 数控技术;由原始的人工装配、检测技术发展至全自动化和机器人技术。企业期望在保证 或提升产品品质的前提下,通过对设备进行局部革新、改造,以改善设备性能,提高生产 效率、降低人工成本。 2.设备改造要点 在原有设备基础上更新改造,其重点有以下几点: 2.1在保证或提高对生产产品的质量的前提下,提高设备自动化程度,实现数控化、联 动化、高效化; 2.2提高设备功率、速度和扩大设备的工艺性能,以增强设备的控制精度; 2.3提高设备重要模块及部件的可靠性、稳定性和维修性; 2.4提高设备保养、维修、更新简便性,如改进润滑、冷却系统等; 2.5改进安全防护装置及环境保护系统; 2.6降低设备原材料及能源消

连轧窄带钢生产线矫直机改造
格式:pdf
大小:239KB
页数:4P
4.3
分析了连轧窄带钢生产线矫直机运行中存在的问题,将矫直辊的直径缩小、辊数增加,矫直辊由上悬挂安装方式改为上下支撑式,将活动支架由滑动式改为滚动式,弥补了矫直机原设计的不足,杜绝了压产和停产事故,提高了带钢产量,降低了维修人员的劳动强度及备件消耗成本.
热轧窄带钢生产线轧制工艺改造综述
格式:pdf
大小:1.4MB
页数:5P
4.6
热轧窄带钢生产线轧制工艺改造综述 作者:刘妍,樊仲卿,魏福军,liuyan,fanzhong-qing,weifu-jun 作者单位:内蒙古包钢钢联股份有限公司一轧厂,内蒙古,包头,014010 刊名:包钢科技 英文刊名:science&technologyofbaotousteel(group)corporation 年,卷(期):2009,35(1) 参考文献(2条) 1.曲克轧钢工艺学1991 2.成大先机械设计手册2002 本文链接:http://d.g.wanfangdata.com.cn/periodical_bgkj200901008.aspx
连轧中型生产线工艺设备改造
格式:pdf
大小:249KB
页数:4P
4.4
针对宣钢公司型棒厂连轧中型生产线工艺设备存在的问题分析了原因并进行了优化改造。通过加粗翻转传动轴直径,并进行调质处理,加大旋转小车轴孔,改小车上下部分连接方式为过眼连接,加焊可拆装挡钢角铁插槽,改变链条材质等对成排台架进行改造;对冷锯机的润滑油箱、减速箱轴承及控制系统进行改造;同时将码垛机磁翻转油缸连接长轴改为一长一短两轴,升降液压缸位置编码改为接近开关。改进后,弥补了原设计的不足,减少了设备故障停机,提高了生产作业率。
620mm带钢生产线设备改造及工艺优化精华文档
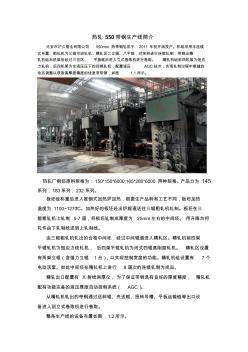
热轧550带钢生产线简介
格式:pdf
大小:1.5MB
页数:6P
4.7
热轧550带钢生产线简介 迁安市沪久管业有限公司550mm热带钢轧机于2011年初开始投产。机组采用半连续 式布置,粗轧机为三辊可逆轧机,精轧区二立辊、八平辊,对来料进行连续轧制,带钢出精 轧机组末机架后经过三岔区、平板链后进入立式卷取机进行卷取。精轧机组前四机架为短应 力轧机,后四机架为全液压压下的四辊轧机,配置液压agc技术,实现轧制过程中辊缝的 动态调整以获取高厚度精度的优质窄带钢,如图1.1所示。 热轧厂钢坯原料规格为:150*150*6000;165*280*6000两种规格。产品分为145 系列,183系列,232系列。 板坯经称重后进入推钢式加热炉加热,根据生产品种和工艺不同,板坯加热 温度为1100~1270℃。加热好的板坯经出炉辊道送往三辊粗轧机轧制。板坯在三 辊粗轧机上轧制5-7道,将板坯轧制成厚度为25mm左右的中间坯。用升降台将 轧
型钢生产线冷剪区域设备改造浅析
格式:pdf
大小:765KB
页数:3P
4.4
经过对型钢生产线投产运行过程中冷剪区域设备存在的问题进行总结分析,进而对问题设备进行了改造,解决了先前生产中影响轧材节奏的瓶颈问题,改造后整条生产线运行顺畅,达到了预期的目的。实现了良好的经济效益。

粗旦涤纶POY侧吹风纺丝生产线的设备改造及工艺调整
格式:pdf
大小:106KB
页数:3P
4.7
介绍了将粗旦涤纶poy侧吹风纺丝生产线改造为环吹风纺丝生产线,对空调、油剂管道、热媒管道、熔体输送管道、组件、第二网络器等进行技术改造,并选择合适的工艺参数,成功生产出满卷率高、断头少、后加工性能稳定的134dtex/144f涤纶细旦poy产品。
瓦线设备改造——浅析生产线设备的改造问题
格式:pdf
大小:382KB
页数:4P
4.6
国内经济的高速发展,带动瓦楞纸箱包装行业也进入了快速扩张和发展的时代,同时使得产品质量要求越来越高,行业内竞争越来越激烈。这些都促使各企业纷纷增加新的高速生产线,不断提高管理技术水平,降低生产和运作成本,以应对激烈的市场竞争。纸箱企业的生产设备是否能满足这种市场状况,几乎成为每个企业能否赢利、能否生存的“生命线”。但是目前完全更新旧有生产设备是不可能,也不现实的,唯一的选择就是对瓦楞纸板生产线进行技术改造。
620mm带钢生产线设备改造及工艺优化最新文档
 鞍钢1580mm热轧带钢生产线板形控制技术
鞍钢1580mm热轧带钢生产线板形控制技术 鞍钢1580mm热轧带钢生产线板形控制技术
格式:pdf
大小:79KB
页数:未知
4.8
结合鞍钢1580mm热轧带钢生产线,分析热轧板带钢的板形控制技术,以达到解决板形不良的问题的目的。
鞍钢1780mm热轧带钢生产线板形控制方案 鞍钢1780mm热轧带钢生产线板形控制方案
格式:pdf
大小:728KB
页数:6P
4.6
对当今世界广泛采用的三种板形控制技术进行了分析,运用离线板形控制程序对热带钢轧机精轧机组板形控制方案进行模拟研究,从而确定出鞍钢1780机组最佳板形控制方案
热轧带钢生产线的功能性改造
格式:pdf
大小:1.0MB
页数:3P
4.8
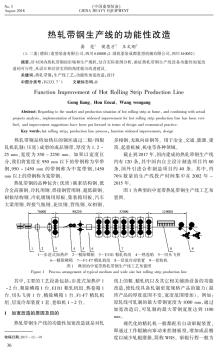
针对国内热轧带钢的市场和生产现状,结合实际案例分析,验证热轧带钢生产线设备功能性加宽改造的可行性,从设计和经济实用的角度提出改进建议。
#冷轧带钢生产线技术解析
格式:pdf
大小:24KB
页数:16P
4.7
冷轧带钢生产工艺中的常见问题 1、冷轧的关键工序:一为酸洗、二为冷轧、三为热处理、四为平整。 酸洗是为了去除对冷轧有害的原料钢卷表面上的氧化铁皮;冷轧是 生产冷轧板带钢的关键工序;热处理在冷轧工序中有二个作用,一 是消除冷轧带钢的加工硬化和残余应力,软化金属,改善塑性,以 便于进一步进行冷轧或其它加工;二是改善组织结构,产生所需要 的晶粒大小和取向;平整是精整工序中十分重要的工序,它可以改 善带钢的性能,提高钢板的成形性能,提高钢带的平直度及改善钢 板的表面状态。 冷轧工艺的定义:轧制是将金属坯料通过一对旋转轧辊的间隙(各 种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方 法,这是生产钢材最常用的生产方式,冷轧即是在常温下完成的轧 制过程,其所使用的原料为热轧加工成的板带(卷)。 2、酸洗工艺 带钢冷轧前必须酸洗,清洗其表面氧化铁皮,因为氧化铁皮在冷轧 时会损坏轧辊
冷轧带钢生产线技术解析
格式:pdf
大小:24KB
页数:16P
4.7
冷轧带钢生产工艺中的常见问题 1、冷轧的关键工序:一为酸洗、二为冷轧、三为热处理、四为平整。 酸洗是为了去除对冷轧有害的原料钢卷表面上的氧化铁皮;冷轧是 生产冷轧板带钢的关键工序;热处理在冷轧工序中有二个作用,一 是消除冷轧带钢的加工硬化和残余应力,软化金属,改善塑性,以 便于进一步进行冷轧或其它加工;二是改善组织结构,产生所需要 的晶粒大小和取向;平整是精整工序中十分重要的工序,它可以改 善带钢的性能,提高钢板的成形性能,提高钢带的平直度及改善钢 板的表面状态。 冷轧工艺的定义:轧制是将金属坯料通过一对旋转轧辊的间隙(各 种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方 法,这是生产钢材最常用的生产方式,冷轧即是在常温下完成的轧 制过程,其所使用的原料为热轧加工成的板带(卷)。 2、酸洗工艺 带钢冷轧前必须酸洗,清洗其表面氧化铁皮,因为氧化铁皮在冷轧 时会损坏轧辊
热轧带钢生产线钢卷运输系统设备设计与开发 热轧带钢生产线钢卷运输系统设备设计与开发
格式:pdf
大小:551KB
页数:3P
4.7
介绍了鞍钢2150asp连轧生产线钢卷运输系统工艺设备设计中采用和开发的多项新技术,如采用集中输出、分散卸卷的工艺路线,采用步进梁式运输机与链式运输机相结合的方式等。钢卷运输系统工艺合理,技术先进,达到了国内先进水平。
包装生产线的电气设备改造策略
格式:pdf
大小:2.4MB
页数:2P
4.8
采用dcs与plc总线控制模式,对包装生产线电气设备控制方案中的变频器、pid控制与散热系统改造,提高生产效率。
棒材生产线辅助设备改造
格式:pdf
大小:89KB
页数:2P
4.7
随着宣钢75万t棒材生产线产量的不断上升,其辅助设备存在的设计缺陷逐渐暴露出来。分析了加热炉出口处的出炉剔废系统和收集区运输链电机减速机的电机主轴故障产生的原因,提出了具体改造措施。改造后消除了棒材生产过程中存在的不利因素,确保了生产的稳步进行,降低了设备的维护成本及维护强度。

日照钢铁棒材生产线提产设备改造的实践
格式:pdf
大小:1.6MB
页数:2P
4.7
本文介绍了日照钢铁棒材生产线提产设备改造的思路,通过设备改造,优化工艺,提高了产量,改造后达到预期目标,达到稳定生产的目的。

620mm带钢生产线设备改造及工艺优化相关
文辑推荐
知识推荐
百科推荐

职位:园林工程预算员
擅长专业:土建 安装 装饰 市政 园林


