

6—10kV电缆中间连接头的制作
格式:pdf
大小:795KB
页数:3P
人气 :99
 4.4
4.4
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



 辐射交联热缩型电缆中间连接头通过鉴定
辐射交联热缩型电缆中间连接头通过鉴定 辐射交联热缩型电缆中间连接头通过鉴定
辐射交联热缩型电缆中间连接头已在长春市通过了鉴定。此项成果属国内首创,产品填补了国内空白。辐射交联热收缩材料是辐射化工重要产品之一,由各种性能热缩部件组成的热缩性电缆附件比原有类型的电缆附件,具有重量轻、体积小、安装方便、运行可靠等特点,它代表了电缆附件的发展方向,具有很大的经济效益和社会效益。
编辑推荐下载
6-10kV电缆中间连接头制作热门文档
![10KV电缆中间接头[1]](https://files.zjtcn.com/group1/M00/23/ED/CgoBZ2AC7gaAZ0rgAABC8NeykD4502.jpg)
10KV电缆中间接头[1]
格式:pdf
大小:8KB
页数:2P
4.3
10kv电缆中间接头 11.7.1施工工艺流程图 10kv电缆中间接头施工工艺流程图 11.7.2主要施工工艺质量控制要点 11.7.2.1施工准备 (1)电缆接头的安装应由经过培训,熟悉工艺的、具有一定专业水平的人 员(必须持证上岗)进行。 (2)检查接头工作所必须的工器具、接头材料是否齐备。 (3)接头材料的规格应与电缆规格对应。 (4)施工人员认真阅读安装工艺,熟悉接头图纸,掌握接头尺寸。严格按 照安装工艺进行施工。 (5)使用新接头材料时,应经过培训,首件安装时技术负责人应到场指导。 (6)在实外制作电缆接头时,空气相对湿度应为70%及以下;当相对湿度 大时,进行去湿处理。严禁在雾或雨中施工。 (7)直埋电缆接头坑尺寸应符合要求。 (8)进入隧道前,检测电缆隧道内的有害及可燃气体含量;气体含量超标 要进行通风处理。 11.7.2.2调直电缆及确定接头
10kV电缆接头制作问题探讨 10kV电缆接头制作问题探讨
格式:pdf
大小:439KB
页数:5P
4.3
通过对10kv电缆接头制作程序、制作工艺、运行维护易被忽视的问题进行总结分析,系统地提出了电缆接头设计、施工、维护应注意的问题,为同类型电缆接头相关设计、施工及维护提供借鉴。
03电缆热缩型连接头讲解
格式:pdf
大小:1.5MB
页数:8P
4.5
标题:6-10kv交联聚乙烯电缆热缩 型连接头施工作业指导书 标准编号:q/jh121.10503.03-2004 第2版第0次修改 归口部门:工程管理部批准人:梁凤山修订时间:2004.04 中油吉林化建工程股份有限公司2004-06-01批准2004-07-01实施 1总则 本作业指导书规定了6—10kv交联聚乙烯电缆热缩型连接头现场施工操作工艺与质量 标准。适用于6—10kv交联聚乙烯电缆热缩型连接头的现场施工操作。 2设备或材料要求 2.1引用标准 《电气装置工程安装施工及验收规范》(gb50172—92)第六节 《吉林省10kv及以下电气安装规程》第三章第五节。 参考资料 石化总公司上海石化总厂的《电力电缆的安装与运行》。 吉林市辐射化学研究所的《lsy—10系列10kv三芯交联
6-10kV电缆中间连接头制作精华文档

10KV高压电缆中间接头制作详细过程
格式:pdf
大小:10.9MB
页数:11P
4.8
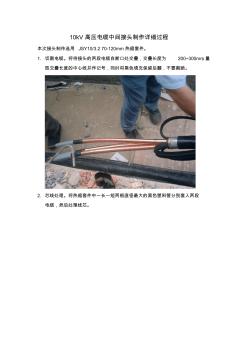
-1- 10kv高压电缆中间接头制作详细过程 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 -2- 铅笔头处理用来分散电场分布应力。 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清洁芯线(注意整

10KV高压电缆中间热缩接头制作详细过程
格式:pdf
大小:10.6MB
页数:11P
4.7
实用文案 标准文档 10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 实用文案 标准文档 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清



10KV电缆中间接头制作流程
格式:pdf
大小:6.9MB
页数:11P
4.8
作业指导书————10kv电缆中间接头制 作流程 ★中间接头制作前注意事项: 1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接 头的电缆完好,绝缘正常 2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。 3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力. 4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书, 以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度 (冷缩管)进行制作 中间接头制作过程 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度 的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2,芯线处理 将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。 3,铅笔头
6-10kV电缆中间连接头制作最新文档

10KV电缆中间接头制作流程图
格式:pdf
大小:7.2MB
页数:11P
4.7
.. ..... 作业指导书————10kv电缆中间接头制 作流程 ★中间接头制作前注意事项: 1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接 头的电缆完好,绝缘正常 2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。 3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力. 4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书, 以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度 (冷缩管)进行制作 中间接头制作过程 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度 的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2,芯线处理 将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电


10KV高压电缆中间接头制作-图解 (2)
格式:pdf
大小:8.8MB
页数:10P
4.3
电缆头为jsy10/3.2?70-120mm热缩套件。 1,切割电缆。 将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作 记号,同时将黑色填充保留后翻,不要割断。 2,芯线处理 将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手 的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管) 4,烘烤应力控制管。右侧为烘好的应力管 5,在长端尾部套入屏蔽铜网。 6,在长端依次套入绝缘材料,短端套入内半导电管; 在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层 黑色外半导电管);在短端套入黑色内半导电管 7,压接芯线;注意压接质量 8,打磨压接头。打磨为了消除尖端放电 9,在接头上包绕黑色半导电带
10kv高压电缆中间接头制作详细过程 (2)
格式:pdf
大小:10.6MB
页数:12P
4.5
10kv高压电缆中间接头制作详细过程 本次接头制作选用jsy10/3.270-120mm热缩套件。 1.切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量 取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2.芯线处理。将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段 电缆,然后处理线芯。 3.铅笔头特写。铅笔头处理用来分散电场分布应力。 4.清洁半导层。用附带的清洁剂清洁芯线(注意整个过程操作者要保持手的干 净)。 5.包缠应力疏散胶并套入应力控制管(图中黑色短管)。 6.烘烤应力控制管。右侧为烘好的应力管。 7.在长端尾部套入屏蔽铜网。 8.在长端一次套入绝缘材料,短端套入内半导电管;在长端按图所示,一次套 入1)内层红色内绝缘管,2)中间红色外绝缘管,3)外层黑色外半导电管; 在短端套入黑色内导电管。 9.
最新整理10kV电缆冷缩中间接头制作作业标准
格式:pdf
大小:10KB
页数:5P
4.5
1/5 最新整理10kv电缆冷缩中间接头制作作业标准本标准规定了10kv电缆冷 缩中间接头制作安装作业需做的准备工作、安全卡控点、作业流程及质量标 准。 一、适用范围:本标准适用于朔黄铁路肃宁分公司10kv电缆冷缩中间接头 制作安装作业。 二、编制依据:铁运(1999)103号文件、xx铁路局企业标准q/bt143— 96、朔黄铁路发展有限责任公司企业标准。 三、准备工作: 1、安全防护:作业人员正确佩戴劳动保护用品;对运行的电缆制作冷缩中 间接头作业时,涉及计划申报、工作票签发与审核、预想会、停电作业、作业 结束等工作及安全措施,按《朔黄铁路发展有限责任公司企业标准》 q/shtl015.09-20xx《电力设备停电作业标准》中有关要求及程序进行办理;新 建线路作业时注意与相邻带电线路距离,并做好现场防护。 2、人员组织:工作领导人1人、操作2人、辅助人1人、座台要
6~10kV电缆中间连接头的制作 6~10kV电缆中间连接头的制作
格式:pdf
大小:345KB
页数:未知
4.7
本文通过中间接线盒的选择与主要用材的介绍以及具体制作程序的简述,说明了6~10kv电缆中间连接头的制作方法。
6—10kV电缆中间连接头的制作 6—10kV电缆中间连接头的制作
格式:pdf
大小:116KB
页数:3P
4.3
本文通过中间接线盒的选择与主要用材料的介绍以及具体制作程序的简述,说明了6-10kv电缆中间连接头的制作方法。
10kV电缆冷缩中间接头制作和施工管理 10kV电缆冷缩中间接头制作和施工管理
格式:pdf
大小:99KB
页数:未知
4.5
电缆冷缩中间接头因电缆剥切长度较短,对施工环境、工艺质量要求更加严苛,常常因施工者的一些不规范施工习惯,导致留下隐患。笔者现将在实践中总结出的10kv电缆冷缩中间接头制作注意事项和施工管理经验作简要介绍,供同行参考。110kv电缆冷缩中间接头制作注意事项(1)注意施工环境。天气晴朗,空气干燥,相对湿度不超过70%,温度10—30℃。施工场地清洁,无扬尘、纸屑等,必要时搭施工挡风棚。严禁在雨中、大雾中施
6-10kV电缆中间连接头制作相关
文辑推荐
知识推荐
百科推荐

职位:工程项目主管
擅长专业:土建 安装 装饰 市政 园林


