

5A06铝合金厚板搅拌摩擦焊工艺研究
格式:pdf
大小:2.0MB
页数:3P
人气 :73
 4.4
4.4
利用正交试验法研究了搅拌摩擦焊工艺参数对20mm厚的5A06-H112铝合金板接头组织和力学性能的影响。结果表明:焊接速度对接头抗拉强度影响最大,而搅拌头轴肩直径和旋转速度依次减小;采用最优组合参数焊接的试样其抗拉强度可达365MPa;由于搅拌摩擦焊焊缝中前进侧的熔合过渡区的界面变化急剧,因此断裂往往发生在该熔合过渡区;随着退火温度升高,焊核原本细小的等轴晶粒开始长大,并伴随着β(Mg2Al3)相从α(Al)基体中析出,虽然焊核的晶粒变得粗大,但焊缝的抗拉强度降低的幅度较小。



 2A70-T6铝合金T型接头搅拌摩擦焊工艺研究
2A70-T6铝合金T型接头搅拌摩擦焊工艺研究 2A70-T6铝合金T型接头搅拌摩擦焊工艺研究
采用3种规格的搅拌头进行2a70-t6铝合金t型接头搅拌摩擦焊试验,并对焊缝横截面进行观察以及焊缝抗拉强度的测试。结果表明:焊缝中前进侧过渡区的金属变化急剧,拉长的晶粒成流线状分布,返回侧过渡区的金属变化缓和,由焊核区细小晶粒缓慢过渡至母材较大的晶粒;随着搅拌针根部直径的增加,焊核的宽度也增大;为了获得无缺陷的接头,焊接速度增大时,顶锻压力必须协同增大,随着顶锻压力的增大,焊缝的抗拉强度也增大。
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
编辑推荐下载
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
格式:pdf
大小:692KB
页数:2P
4.8
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
飞机铝合金壁板搅拌摩擦焊产品 飞机铝合金壁板搅拌摩擦焊产品
格式:pdf
大小:692KB
页数:2P
4.6
中航工业北京赛福斯特技术有限公司(中国搅拌摩擦焊中心)是中国搅拌摩擦焊技术先锋和开拓者,秉持“航空报国、强军富民”的主体理念,已成功实现我国大型飞机机身结构、油箱、口盖、地板结构、新型战斗机舱体、机翼结构和雷达冷板等部件的搅拌摩擦焊接,大幅提升了我国武器装备的制造技术水平。
5A06铝合金厚板搅拌摩擦焊工艺热门文档
ABS板搅拌摩擦焊工艺研究 ABS板搅拌摩擦焊工艺研究
格式:pdf
大小:224KB
页数:4P
4.6
采用热塑性塑料abs作为焊接材料,研究了搅拌摩擦焊工艺参数对其焊接接头力学性能的影响。结果表明,工艺参数与性能之间有明显的关联性,采用1300r/min转速、0.05mm下压量、20mm/min焊接速度,接头宏观表面成型良好,且焊接后板材整体基本无翘曲,可以实现有效连接。断面分析表明,在不同焊接参数下接头断裂方式不同,断面出现明显的分层现象。
铝合金搅拌摩擦焊研究现状 铝合金搅拌摩擦焊研究现状
格式:pdf
大小:879KB
页数:5P
4.6
搅拌摩擦焊具有熔化焊接无法比拟的优点,因此铝合金搅拌摩擦焊引起国内外学者的广泛关注。本文主要介绍了搅拌摩擦焊的工作原理和接头性能影响因素.详细介绍了国内外铝合金搅拌摩擦焊接头微观组织、接头力学性能和塑性流动机理以及搅拌摩擦焊焊接缺陷修补技术,指出了在塑型金属流动方面存在的不足,还需要进一步研究焊接接头质量的评定方法和搅拌摩擦焊接头缺陷的修补技术。
铝合金搅拌摩擦焊研究现状 铝合金搅拌摩擦焊研究现状
格式:pdf
大小:879KB
页数:5P
4.3
搅拌摩擦焊具有熔化焊接无法比拟的优点,因此铝合金搅拌摩擦焊引起国内外学者的广泛关注。本文主要介绍了搅拌摩擦焊的工作原理和接头性能影响因素,详细介绍了国内外铝合金搅拌摩擦焊接头微观组织、接头力学性能和塑性流动机理以及搅拌摩擦焊焊接缺陷修补技术,指出了在塑型金属流动方面存在的不足,还需要进一步研究焊接接头质量的评定方法和搅拌摩擦焊接头缺陷的修补技术。
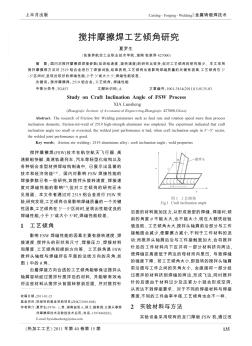
搅拌摩擦焊工艺倾角研究
格式:pdf
大小:1.1MB
页数:3P
4.8
国内对搅拌摩擦焊焊接参数(如进给速度、旋转速度)的研究比较多,但对工艺倾角的研究很少。本文采用搅拌摩擦焊方法对2519铝合金进行了焊接试验,结果表明,工艺倾角也是影响焊缝质量的关键性因素,工艺倾角在3°~5°区间时,呈现出较好的焊缝性能,小于3°或大小5°,焊缝性能较差。
5A06铝合金厚板搅拌摩擦焊工艺精华文档
伸缩式搅拌头厚铝板搅拌摩擦焊缺陷及其补焊工艺 伸缩式搅拌头厚铝板搅拌摩擦焊缺陷及其补焊工艺
格式:pdf
大小:5.9MB
页数:10P
4.3
采用伸缩式搅拌头对25mm板厚2219-t6铝合金进行搅拌摩擦焊,在多道补焊时避免搅拌头轴肩的二次下压量造成的底部焊穿。对25mm板厚2219-t6搅拌摩擦焊焊缝的微观组织、材料缺失型缺陷及弱连接型缺陷进行观察。结果表明:焊缝沿厚度方向分为轴肩影响区和搅拌针影响区,焊接参数的变化与这两区域中缺陷的产生存在一定关系,焊缝中的材料缺失型缺陷遵循一定的体积守恒关系。利用伸缩式搅拌头制备不同尺寸的焊缝根部未焊透缺陷,发现未焊透的深度与焊缝抗拉强度呈非线性关系。在统一的焊接参数规范下,调整搅拌针伸出长度进行多道焊,研究多道补焊工艺对焊缝组织性能的影响。
6061-T6铝合金薄板的搅拌摩擦焊接 6061-T6铝合金薄板的搅拌摩擦焊接
格式:pdf
大小:2.9MB
页数:8P
4.6
采用搅拌摩擦焊(fsw)技术对1mm厚6061-t6铝合金薄板进行了对接.研究了焊接工艺参数的范围,实验测试了焊接接头的强度、硬度和延伸率,利用金相显微镜、扫描电镜和透射电镜分析了接头的微观组织.结果表明:对于1mm厚度6061-t6铝合金,fsw的最优工艺参数为旋转速度1800r.min-1,焊接速度1000mm.min-1;在此参数下,接头的硬度值达到母材的80%左右,抗拉强度达到母材的103%,延伸率达到母材的54%;接头的力学性能与微观结构相符.
紫铜与低碳钢厚板搅拌摩擦焊工艺分析 紫铜与低碳钢厚板搅拌摩擦焊工艺分析
格式:pdf
大小:1.1MB
页数:5P
4.3
用搅拌摩擦焊方法成功焊接了10mm厚的紫铜与低碳钢板,得到了内部无缺陷、外观成形良好的接头.紫铜位于搅拌摩擦焊返回边时,能使焊缝形成良好接头.反之,位于前进边时则有沟槽和未焊合等缺陷.右旋螺纹搅拌针会使焊缝材料向上作螺旋形运动,接头有明显的轴肩影响区,缺陷容易在焊缝底部出现.左旋螺纹搅拌针使搅拌针周围的塑化金属向下迁移,在焊缝下部形成明显的呈"洋葱环"形焊核区,缺陷容易在焊缝上部出现.搅拌针偏移量对焊缝形貌有较大影响.接头抗拉强度达233mpa,为铜母材强度的95%,断裂位置在铜侧热影响区.焊核区抗拉强度达296mpa,远超过紫铜母材的强度.
焊接方法对5A06铝合金厚板焊缝接头性能的影响 焊接方法对5A06铝合金厚板焊缝接头性能的影响
格式:pdf
大小:1.6MB
页数:4P
4.6
分别采用搅拌摩擦焊(fsw)和熔化极氩弧焊(mig)对20mm厚的5a06铝合金进行了焊接试验,对两种焊接方式的焊缝接头进行了机械性能测试、显微组织的观察以及表面残余应力的检测。结果表明,搅拌摩擦焊缝接头的抗拉强度比熔化极氩弧焊缝接头的高,搅拌摩擦焊缝接头往往断裂于前进侧的熔合过渡区,熔化极氩弧焊缝接头断裂于热影响区;相比熔化极氩弧焊,搅拌摩擦焊接头晶粒明显细化,焊缝中mg、mn等合金元素烧损明显减少,焊缝表面的残余应力水平也较低。
5A06铝合金薄壁贮箱焊接 5A06铝合金薄壁贮箱焊接
格式:pdf
大小:593KB
页数:4P
4.5
材料为5a06铝合金的贮箱组件存在壁薄、结构复杂、尺寸大且容易变形,在试验中多次出现低压力爆破现象。为提高焊缝强度,满足产品焊接质量要求,对焊接工艺过程中焊接线能量对强度的影响进行了分析,对比了变极性手工tig与自动tig焊接方法,并改进了焊接结构。试验采取的措施有效地提高了产品的焊缝强度,满足了产品焊接质量要求。
5A06铝合金厚板搅拌摩擦焊工艺最新文档
2519铝合金角接结构的搅拌摩擦焊 2519铝合金角接结构的搅拌摩擦焊
格式:pdf
大小:550KB
页数:6P
4.7
利用自行研制的搅拌摩擦焊机采用一种搅拌摩擦焊外侧角接的新方法对厚度为22mm的2519铝合金进行了角接焊接试验,并对焊缝的微观组织、硬度等进行了分析.分析了搅拌针断裂原因及得出其断裂方式为剪切断裂.结果表明,搅拌摩擦焊外侧角接焊接的方法能够有效地进行角接焊接;合理的焊接工艺和搅拌针形状是焊接的关键;旋转频率在30~40rad/s,焊接速度在90~120mm/min的范围内都可以获得良好的接头外观.
塑料板的搅拌摩擦焊工艺研究 塑料板的搅拌摩擦焊工艺研究
格式:pdf
大小:879KB
页数:4P
4.7
主要对塑料板的搅拌摩擦焊工艺进行了探索,研究了主要的工艺参数(包括搅拌头的形状、搅拌头的旋转速度、焊接速度、轴肩下压量和主轴倾角)对塑料焊缝成形的影响,并对焊后成形较好的试样进行了力学性能试验和焊缝横截面的宏观分析。结果表明,当工艺参数选择合适时,可以得到光滑、美观和无缺陷的焊缝,接头的抗拉强度可达到母材的90%以上。
紫铜厚板的搅拌摩擦焊接 紫铜厚板的搅拌摩擦焊接
格式:pdf
大小:1.4MB
页数:6P
4.4
采用搅拌摩擦焊接方法对厚度为25mm的t2紫铜厚板进行了单道对接焊试验,并对焊缝的微观组织、力学性能、导电特性及焊缝能谱进行了分析.结果表明,用搅拌摩擦焊方法焊接25mm厚的t2紫铜板,可得到成形美观、内部无缺陷的平板对接接头.在旋转速度为960r/min、焊接速度为70mm/min时,搅拌摩擦焊的焊接接头的抗拉强度可达到186.6mpa,搅拌摩擦焊接头的电阻率与母材基本相当.
1.8mm 2024-T4铝合金板的搅拌摩擦焊接 1.8mm 2024-T4铝合金板的搅拌摩擦焊接
格式:pdf
大小:947KB
页数:4P
4.4
采用搅拌摩擦焊方法对厚度为1.8mm2024-t4铝合金薄板进行焊接实验,通过高压水冷装置来控制由残余应力产生的失稳翘曲变形,并对焊缝的微观组织与力学性能进行了分析。结果表明:用搅拌摩擦焊方法焊接1.8mm厚的2024-t4铝合金薄板可得到外表成形美观、内部无缺陷的平板对接接头。在冷却水压为0.4mpa、搅拌针旋转速度为2100r/min、焊接速度为120mm/min时,搅拌摩擦焊的焊接接头强度可达到377.9mpa,达到母材强度的80.39%。
紫铜的搅拌摩擦焊工艺与接头性能分析 紫铜的搅拌摩擦焊工艺与接头性能分析
格式:pdf
大小:1.7MB
页数:4P
4.5
搅拌摩擦焊是一种新型固相塑性连接方法,它的出现为铜的焊接提供了一种新的工艺.对紫铜的搅拌摩擦焊工艺进行了研究,通过工艺试验,对其焊缝成形、接头组织形态及其力学性能进行了分析.研究结果表明,搅拌摩擦焊接紫铜时应选用搅拌头旋转速度在400~700r/min,焊接速度为35~60mm/min;从显微组织角度,由于接头主要发生了动态再结晶,焊接接头没有热力影响区,而是三个区,即焊核区、热影响区、母材区.研究还发现用搅拌摩擦焊得到的铜接头出现了明显的软化现象,接头的机械性能比母材低,但比熔化焊得到的接头性能要高,其平均抗拉强度可达到母材的80%.
轨道车辆铝合金侧墙搅拌摩擦焊工装柔性化设计 轨道车辆铝合金侧墙搅拌摩擦焊工装柔性化设计
格式:pdf
大小:49KB
页数:2P
4.5
为了保证轨道车辆在其制造阶段中,铝合金材质侧墙结构搅拌摩擦焊接操作中所使用的工装能在利用率、操控质量、焊接便捷性等方面有所提升,目前出现了柔性类型的工装结构,并通过这一结构的使用大大的强化了焊接操作中工装的各方面性能.本文就轨道车辆在其制造阶段中铝合金材质侧墙结构搅拌摩擦焊接操作中所使用的柔性工装进行了分析.
搅拌摩擦焊工艺与机理的研究
格式:pdf
大小:125KB
页数:4P
4.4
搅拌摩擦焊(frictionstirwelding.简称fsw)是一种利用高速旋转的搅拌头与工件磨擦产生的热量使被焊材料局部塑化的新型固相连接工艺。它可以对多种熔化焊接性差的有色金属等材料进行可靠的连接,而且连接工艺简单,有较好的工艺适应性。本文在总结搅拌摩擦焊研究成果的基础上,论述了搅拌摩擦焊的基本原理和特点,阐述了近年来国内外搅拌摩擦焊工艺参数、接头微观组织、焊接成形机理等方面的研究现状,并展望fsw的应用前景。
异种铝合金单层板与双层板对搭接搅拌摩擦焊 异种铝合金单层板与双层板对搭接搅拌摩擦焊
格式:pdf
大小:940KB
页数:4P
4.6
将一块厚4mm的lf5铝板与两块厚2mm的6063铝板组成异种铝合金对搭接复合接头,进行搅拌摩擦焊工艺试验并优化焊接参数,获得优质焊缝。重点研究搅拌头转速、搅拌针偏移量对复合接头抗拉强度的影响,并对焊缝表面及横截面宏观形貌、焊缝"洋葱环"组织形貌、焊缝缺陷等进行观察。分析在搅拌针选取不同偏移量的条件下,双层板一侧的搭接界面迁移行为的变化,及其影响焊缝抗拉强度的原因。在优化后的搅拌摩擦焊工艺参数下,实验获得的复合接头最高强度系数可达到6063铝合金母材的72%。
高速列车用6005A铝合金厚板的焊接工艺 高速列车用6005A铝合金厚板的焊接工艺
格式:pdf
大小:954KB
页数:5P
4.8
采用半自动mig焊完成了厚度为12mm的6005a-t6铝合金板材的连接,通过正交试验研究了焊接工艺参数对焊接接头抗拉强度及焊缝表面质量的影响.结果表明,各工艺参数对焊接接头抗拉强度影响显著性从大到小依次为:焊接电流,焊接电压,焊接速度和预热温度.考虑焊缝表面质量因素,各工艺参数影响显著性从大到小依次为焊接速度、预热温度和焊接电流.本研究条件下最佳mig焊接6005a-t6板材的工艺参数为:预热温度200℃,焊接电流180a,焊接电压18.0v,焊接速度12mm/s.焊接后试样接头热影响区内晶粒平均尺寸小于5μm,且无过分长大现象.焊接后板材拉断时为韧性断裂.
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
5A06铝合金厚板搅拌摩擦焊工艺相关
文辑推荐
知识推荐
百科推荐


职位:建筑环境与设备工程
擅长专业:土建 安装 装饰 市政 园林


