




 JX493Q柴油机机械加工工艺设计简述
JX493Q柴油机机械加工工艺设计简述 JX493Q柴油机机械加工工艺设计简述
jx493q柴油机系国内轻型汽车行业引进的日本五十铃4j系列柴油机。结构先进而紧凑。主要零部件如缸体、曲轴、连杆等的加工精度要求均较高。机械加工工艺设计过程中采用了较多新技术、新设备(引进设备居多数),根据零件的材质与外形特征在机械化输送与文明生产等方面采取了一些必要措施。突出了技术进步,工艺水平跻于国内先进行列。
(机械制造行业)柴油机型连杆的机械加工工艺规则及工艺装备
机械制造工艺学课程设计任务书 题目:设计135型连杆的机械加工工艺规则及工艺装备 内容:1.零件图1张 2.毛坯图1张 3.机械加工工艺过程综合卡片1张 4.工艺附图1份 5.课程设计说明书1份 135型连杆设计说明书 序言 机械工艺课程设计是一个综合的设计项目,它要求有一定的刀具,机床,切削及机械加工机 械制造工艺等多方面的知识。而实际机械加工是讲究经济性,高效性,以及美观合理,作为 学生的设计肯定在设计过程中有很多与实际不合,再所难免,望老师指出并给予指导。 一、零件的分析 一)零件的作用 连杆是柴油机的主要零件之一。它在柴油机中将作用于活塞顶面的膨胀气体的压力传 给曲轴,又受曲轴的驱动带动活塞压缩汽缸中的气体。连杆在工作承受着剧烈变化的 动载荷。连杆由连杆体和连杆盖组成。连杆体和连杆盖的大头孔用螺钉与曲轴装配 在一起。135型柴油机连
编辑推荐下载
博采先进技术提高工艺水平:JX493Q柴油机机械加工工艺设计简述
格式:pdf
大小:158KB
页数:5P
 4.6
4.6
。衫【d 一一i中蟓油机籼扣曳虹工老,设计,范聋 博采先进技术提高工艺水平 jx493q柴油机机械加工工艺设计简述 张德忠 jx493q柴油机是国内轻型汽车行业从 日本五十铃汽车公司引进的4j系列柴油机。 该产品的结构非常紧凑,主要零部件的加工 精度要求高,各项性能指标先进,是五十铃轻 型汽车理想的配套动力。 千*年 “牛-j72 1产品的主要技术参数 4j系列柴油机的主要技术参数如下表。 产品型号序 参数名称单位号 uk14jb1 1型式及缸数直列4缸直列4缸 2缸径×行程93×9293×102 3排气量l2.4992.771 4压结比i8.4ll18.2l1 5最高功率irpm735×65.5,3600735×77.9/3600 6最大扭矩kg·m/r~n15.6/2

机械加工工艺过程卡片(连杆) (3)
格式:pdf
大小:58KB
页数:3P
4.4
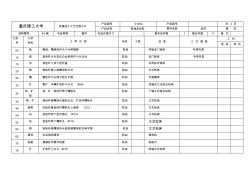
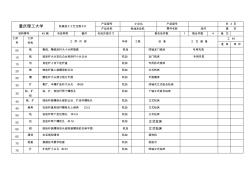
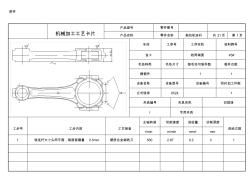
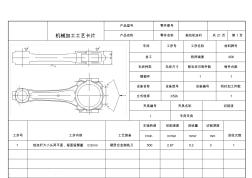
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
493Q型柴油机连杆总成机械加工工艺热门文档
连杆零件的机械加工工艺规程
格式:pdf
大小:206KB
页数:23P
4.5
机车车辆制造与修理工艺学 课程设计说明书 设计题目设计连杆零件的机械加工工艺规程 及工艺装备 班级: 设计者: 学号: 指导老师: 2011年12月29日 摘要 连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小 头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运 动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆 往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆 与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加 工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸 精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生 变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐 步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达 到零
机械加工工艺过程卡片(连杆)
格式:pdf
大小:58KB
页数:3P
4.7
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
机械加工工艺过程卡片(连杆) (2)
格式:pdf
大小:58KB
页数:3P
4.3
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
船用柴油机的大型曲轴机械加工工艺浅析 船用柴油机的大型曲轴机械加工工艺浅析
格式:pdf
大小:2.3MB
页数:2P
4.6
曲轴是活塞式发动机的主要零部件之一,加工工艺复杂、要求高。船用柴油机的大型曲轴在尺寸和重量上都比普通曲轴大上很多,结合其它曲轴的加工工艺,深入分析船用柴油机的大型曲轴机械加工工艺,并对曲轴机加工发展方向进行了初步探讨。

【数控加工工艺】小连杆机械加工工艺过程卡
格式:pdf
大小:124KB
页数:2P
4.5
武汉船舶职业技术学院 零件名称 partname小连杆 文档编号: file.no: gg-sc-05 文件名称: file.name: 小连杆制造工艺 设计李迎飞日期2011.6.16文件密级m 零件图号 partno:sc-05审核日期文件版本2008-01 零件材质 issuedbyqt500-7批准日期工艺状态s 工序 编号 no: 工序名称 工序内容 工序简图主管工程师 工步工步内容工时额定工时夹具量具 001铸 1铸造成型,清砂。 2 005热 去应力退火 010铣 1铣平面; 游标卡尺2调面,铣反平面,保证厚度尺寸41。 3 4 5 015划 1划两孔十字线,划外形线。 高度游标 卡尺 2 3 4 5 020铣 1钻φ30孔至φ28,钻φ28孔至φ26。 2钻
493Q型柴油机连杆总成机械加工工艺精华文档
连杆的机械加工工艺及夹具设计毕业论文(1)
格式:pdf
大小:316KB
页数:31P
4.4
学院 毕业设计(论文) 课题名称:连杆的机械加工工艺及夹具设计 学生姓名: 学号: 院系、专业: 指导老师: 2013年12月28日 新乡职业技术学院毕业设计(论文)i 内容摘要 连杆是柴油机的主要传动件之一,本文论述了连杆的加工工艺及其夹具的设 计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较 差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工 序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就 能最后达到零件的技术要求。 机械加工工艺是企业上品种、上水平、加速产品更新,提高经济效益的技术 保障。然而夹具有事制造系统的重要部分,工艺对夹具的要求也会提高,专用夹 具、成组夹具、组合夹具和随行夹具都朝着柔性化、自动化、标注化、通用化和 高效化方向发展以满足加工要求。所以对机械的加工工
机械加工工艺规程
格式:pdf
大小:260KB
页数:21P
4.3
机械加工工艺规程 10.1工艺过程 10.1.1生产过程与工艺过程 (1)生产过程 生产过程是指把原材料(半成品)转变为成品的全过程。机械产品的生产过程,一般包 括:①生产与技术的准备,如工艺设计和专用工艺装备的设计和制造、生产计划的编制,生 产资料的准备;②毛坯的制造,如铸造、锻造、冲压等;③零件的加工,如切削加工、热处 理、表面处理等;④产品的装配,如总装,部装、调试检验和油漆等;⑤生产的服务,如原 材料、外购件和工具的供应、运输、保管等。 机械产品的生产过程一般比较复杂,目前很多产品往往不是在一个工厂内单独生产,而 是由许多专业工厂共同完成的。例如:飞机制造工厂就需要用到许多其他工厂的产品(如发 动机、电器设备、仪表等),相互协作共同完成一架飞机的生产过程。因此,生产过程即可 以指整台机器的制造过程,也可以是某一零部件的制造过程。 (2)工艺过程 工艺过程是
机械加工工艺改进分析 机械加工工艺改进分析
格式:pdf
大小:127KB
页数:1P
4.5
机械工业在人类文明的发展史上,对于推动人类社会的不断进步与发展起到了巨大的促进作用。工业是我国国民经济的装备部门,它的整体发展水平代表着我国社会经济科技的综合实力,而机械加工工艺发展水平恰好能真实的反映出我国机械工业整体技术水平。本文重点介绍机械加工工艺所要坚持的基本要求、原则以及技术定位,对于机械加工工艺存在的各种问题进行划分与分析.并探讨研究加工工艺的改进措施。
连杆的机械加工工艺规程及φ大端孔加工的工艺装备设计
格式:pdf
大小:124KB
页数:15P
4.3
辽宁工程技术大学 课程设计 题目:连杆的机械加工工艺规程及φ65.5 大端孔加工的工艺装备设计 班级:机械sx05-1班 姓名:曾小艳 指导教师:张兴元 完成日期:2008-7-1 辽宁工程技术大学课程设计i 课程设计任务书 一、设计题目 连杆的机械加工工艺规程及φ65.5大端孔加工的工艺装备设计 二、原始资料 (1)被加工零件的零件草图1张 (2)生产类型:中批量生产 三、上交材料 (1)被加工工件的零件图1张 (2)工件的毛坯图1张 (3)机械加工工艺过程卡片1张 (4)与所设计夹具对应那道工序的工序卡片1张 (5)夹具装配图1张 (6)课程设计说明书(5000~8000字)1份 说明书主要包括以下内容(章节) ①目录 ②摘要(中外文对照的,各占一页) ③零件
连杆的机械加工工艺规程及φ65.5大端孔加工的工艺装备设计精品
格式:pdf
大小:123KB
页数:15P
4.7
辽宁工程技术大学 课程设计 题目:连杆的机械加工工艺规程及φ65.5 大端孔加工的工艺装备设计 班级:机械sx05-1班 姓名:曾小艳 指导教师:张兴元 完成日期:2008-7-1 课程设计任务书 一、设计题目 连杆的机械加工工艺规程及φ65.5大端孔加工的工艺装备设计 二、原始资料 (1)被加工零件的零件草图1张 (2)生产类型:中批量生产 三、上交材料 (1)被加工工件的零件图1张 (2)工件的毛坯图1张 (3)机械加工工艺过程卡片1张 (4)与所设计夹具对应那道工序的工序卡片1张 (5)夹具装配图1张 (6)课程设计说明书(5000~8000字)1份 说明书主要包括以下内容(章节) ①目录 ②摘要(中外文对照的,各占一页) ③零件工艺性分析 ④机械加工工艺规程设计 ⑤指定工序的专用机
493Q型柴油机连杆总成机械加工工艺最新文档
JX4D24柴油发动机机械加工工艺 JX4D24柴油发动机机械加工工艺
格式:pdf
大小:1.1MB
页数:2P
4.3
1产品简介jx4d24柴油机是美国福特汽车公司开发的21世纪新技术产品,其结构和性能达到目前国际先进整机技术要求(如采用无缸套、上顶置式凸轮轴、十六气门、egr增压中冷系统、链轮传动装置和排放为欧ⅲ标准等)。其主要部件有:铸铁气缸体合件、铸铝气缸盖合件、曲轴合件、
ND_5机车柴油机连杆国产化选材及其机械性能设计 ND_5机车柴油机连杆国产化选材及其机械性能设计
格式:pdf
大小:473KB
页数:3P
4.4
通过对nd5机车柴油机连杆的解剖和国内外机车柴油机连杆性能的综合分析对比,说明了在nd5机车柴油机连杆国产化的过程中,选材应以提高材料强度和韧、塑性,进而提高断裂韧性为设计指导思想,同时确定了国产化nd5机车柴油机连杆所选材料及其机械性能指标
连杆的机械加工工艺及夹具设计工艺卡片
格式:pdf
大小:1.1MB
页数:21P
4.3
附件 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第1页 车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 i专用夹具 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数 r/minm/minmm/rmm 1铣连杆大小头两平面,每面留磨量0.5mm硬质合金端铣刀5002.670.231 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页 车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加
连杆的机械加工工艺和夹具设计工艺卡片
格式:pdf
大小:1.2MB
页数:40P
4.5
.... 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第1页 车间工序号工序名称材料牌号 金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 i专用夹具 工步号工步内容工艺装备 主轴转速切削速度进给量切削深度 进给次数r/minm/minmm/rmm 1铣连杆大小头两平面,每面留磨量0.5mm硬质合金端铣刀5002.670.231 .... 附件 .... 机械加工工艺卡片 产品型号零件图号 产品名称零件名称拖垃机连杆共21页第2页 车间工序号工序名称材料牌号 金工粗磨45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数 模锻件
柴油机连杆加工工艺规程及专用钻床夹具的设计 (2)
格式:pdf
大小:387KB
页数:39P
4.8
柴油机连杆加工工艺规程及专用钻床 夹具的设计 作者姓名:冯煜专业班级:2005060401指导教师:胡波 摘要 连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具 设计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比 较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工 工序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形, 就能最后达到零件的技术要求。 关键词:连杆粉末锻造加工工艺夹具设计 dieselengineconnectingrodmachining processandtheexclusivedesignof drillingjig abstract:theconnectingrodisoneofthemaindrivingmedium
浅析船用柴油机的大型曲轴机械加工工艺 浅析船用柴油机的大型曲轴机械加工工艺
格式:pdf
大小:49KB
页数:未知
4.6
本文针对船用柴油机大型曲轴机械加工工艺研究,分析了整个研究中的工艺运行控制要点,并且详细的分析了整个工艺加工中的控制流程,同时还进行了对应的机械加工工艺运行处理,对于提升船用柴油机曲轴机械加工运行能力具有重要性帮助。
三孔连杆的机械加工工艺及工艺装备毕业设计
格式:pdf
大小:1.5MB
页数:34P
4.8
xxxx大学 课程设计说明书 学生姓名:学号: 学院: 专业: 题目:机械制造工艺学课程设计 三孔连杆零件的工艺规程及钻φ35h6孔的夹具设计 指导教师:职称: 职称: 20**年12月5日 摘要 本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、 公差配合与测量等多方面的知识。 三孔连杆加工工艺规程及钻φ35h6孔夹具设计是包括零件加工的工 艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对 零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的 加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺 寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用 夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、 引导元件、夹具体与机床的连接部件
柴油机连杆加工工艺规程及专用钻床夹具的设计
格式:pdf
大小:387KB
页数:39P
4.4
柴油机连杆加工工艺规程及专用钻床 夹具的设计 作者姓名:冯煜专业班级:2005060401指导教师:胡波 摘要 连杆是柴油机的主要传动件之一,本文主要论述了连杆的加工工艺及其夹具 设计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比 较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工 工序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形, 就能最后达到零件的技术要求。 关键词:连杆粉末锻造加工工艺夹具设计 dieselengineconnectingrodmachining processandtheexclusivedesignof drillingjig abstract:theconnectingrodisoneofthemaindrivingmedium
493Q型柴油机连杆总成机械加工工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土监测技术岗
擅长专业:土建 安装 装饰 市政 园林


