

490MPa级汽车桥壳用热轧高强钢板研制
格式:pdf
大小:1.2MB
页数:5P
人气 :72
 4.7
4.7
根据汽车桥壳用钢使用特点进行了成分设计;对铌、钛微合金钢在1450热轧机组进行了不同终轧温度和卷取温度热轧工艺的试验研究;结合桥壳钢技术要求,分析了化学成分、工艺参数、金相组织对桥壳钢性能的影响;确定了化学成分及符合攀钢生产条件的工艺制度;在此基础上研发了490MPa级热轧冲压桥壳专用钢板。



 B170P汽车用冷轧加磷高强钢板的研制开发
B170P汽车用冷轧加磷高强钢板的研制开发 B170P汽车用冷轧加磷高强钢板的研制开发
阐述了b170p汽车用冷轧加磷高强钢板的研制开发意义和机理,对化学成分、热轧工艺、冷轧工艺等进行了合理设计,总结了本钢b170p汽车用冷轧加磷高强钢板的开发研制过程。
960MPa级高强钢板板型控制轧制工艺的改进 960MPa级高强钢板板型控制轧制工艺的改进
南钢3500mm炉卷轧机生产5mm×3150mm规格q960高强钢板时,板型瓢曲严重。通过对加热温度、卷取张力、卷取速度、卷取炉炉温、道次压下率等轧制工艺参数进行优化改进,显著改善了热轧态板型,钢板不平度由初期的15~25mm/m降低至6~12mm/m,为保证后续调质热处理板型控制效果提供了良好的基础。
编辑推荐下载

490MPa建筑用低屈强比耐火热连轧带钢的研制
格式:pdf
大小:237KB
页数:3P
4.7
通过控轧控冷(tmcp)的方法,开发出490mpa级高层建筑用低屈强比耐火热连轧带钢。结果表明,该钢种具有强度高,屈强比低,耐火性能强及焊接性能优良等特点,完全能够达到日本jis3136标准要求。
490MPa级汽车桥壳用热轧高强钢板研制热门文档
510MPa级汽车大梁用热轧钢板质量改进研究 510MPa级汽车大梁用热轧钢板质量改进研究
格式:pdf
大小:257KB
页数:4P
4.7
针对510mpa级汽车大梁用热轧钢板表面红锈、力学性能波动大等问题,通过调整材料化学成分、优化轧制工艺等措施,开发了质量改进型新一代汽车大梁板。实践表明,产品冲压性能稳定,满足冲制汽车纵、横梁的使用要求。
510MPa级汽车大梁用热轧钢板质量改进研究 510MPa级汽车大梁用热轧钢板质量改进研究
格式:pdf
大小:809KB
页数:4P
4.4
针对510mpa级汽车大梁用热轧钢板表面红锈、力学性能波动大等问题,通过调整材料化学成分、优化轧制工艺等措施,开发了质量改进型新一代汽车大梁板。实践表明,产品冲压性能稳定,满足冲制汽车纵、横梁的使用要求。
轧制工艺对CSP线热轧汽车用高强钢板组织特征的影响 轧制工艺对CSP线热轧汽车用高强钢板组织特征的影响
格式:pdf
大小:780KB
页数:4P
4.6
研究了薄板坯连铸连轧(csp)工艺生产高强度汽车用大梁板的工艺控制参数与力学性能和显微组织间的关系.根据柔性工艺控制的指导思想,在珠钢电炉csp流程下实现了生产不同级别高强度钢板的柔性轧制工艺.利用扫描电镜和透射电镜研究了其组织和强度差异产生的原因.研究表明,钢板最终组织为多边形铁素体和少量珠光体组成,平均铁素体晶粒尺寸约为3·7~5·6μm;当降低卷取温度,部分渗碳体已破碎成细小的碳化物粒子分布于铁素体基体上,钢板中有少量贝氏体出现.
汽车用TRIP800高强钢板的点焊工艺优化研究 汽车用TRIP800高强钢板的点焊工艺优化研究
格式:pdf
大小:320KB
页数:未知
4.5
对trip800高强钢进行了一系列电阻点焊试验,通过对其接头的力学性能测试,研究了焊接电流、焊接时间和电极压力等工艺参数对接头力学性能的影响规律。结果表明,最佳点焊工艺参数为:焊接电流7.5~8.0ka,焊接时间20周波,电极压力4.5kn。焊接时应尽量保证电极和工件表面的清洁度,避免焊接电流和焊接时间过小或过大以及锻压力不足等情况,从防止焊接缺陷的发生。
690MPa级大厚度调质高强钢板组织性能研究 690MPa级大厚度调质高强钢板组织性能研究
格式:pdf
大小:552KB
页数:未知
4.5
对152.4mm特厚高强度nve690钢板的调质工艺与组织、性能的关系进行了研究,确定了生产条件下合适的调质工艺参数:即930℃两次淬火+650℃回火。采用此工艺生产,钢板可以获得最佳的组织和性能,满足了强度和冲击韧性要求。
490MPa级汽车桥壳用热轧高强钢板研制精华文档
汽车用高强钢
格式:pdf
大小:4.0MB
页数:8P
4.3
汽车用高强钢 宝钢汽车板连续多年占有国内汽车板市场份额半数以上,是国内外 知名汽车用户的业绩合作伙伴。近几年宝钢结合车身轻量化和环保 要求,大力发展高强度汽车钢板,先后投资几十亿元人民币用于高 强度钢板的研发和生产,并于2009年4月份建成一条年产量20万 吨的高强钢专用生产线,此生产线可以生产冷轧及热镀纯锌的高 强钢及超高强钢,目前已经正式投产,并生产出最高抗拉强度为 1500mpa级别的马氏体钢,为满足汽车工业的节能环保要求做好车 身材料准备。 dp系列产品特点 dp系列高强钢冷轧汽车板产品显微组织主要为铁素体和马氏体,马氏体组织以岛状弥 散分布在铁素体基体上。铁素体较软,使钢材具备较好的成形性。马氏体较硬,使钢材 具备较高的强度。强度随较硬的马氏体所占比例提高而增强。根据用途,可生产不同强 度级别和不同屈强比(ys/ts)的双相钢。双相钢易切割成形,
持车体轻化技术的汽车用高强钢板生产技术展望 持车体轻化技术的汽车用高强钢板生产技术展望
格式:pdf
大小:520KB
页数:4P
4.6
1概述近年为防止全球变暖,在汽车方面限制尾气排放量、提高汽车碰撞时驾乘人员、行人安全性等方面的社会要求不断提高,降低车体自重对减少尾气co2排量有明显效果,平均计算重量下降100kg相当于燃油消费节省1km/l尾气排量也相应减少,另
汽车用分金化镀锌440MPa级高强IF钢的研发 汽车用分金化镀锌440MPa级高强IF钢的研发
格式:pdf
大小:1.0MB
页数:未知
4.7
文章介绍了本钢汽车用合金化镀锌440mpa级高强if铜的研发机理,为满足强度和成形性能要求,根据固溶强化、晶粒细化及析出强化机制进行成分和工艺的设计,重点分析了研发和生产过程中化学成分、热连轧、冷轧、连续退火和热镀锌工艺的控制要点一生产实践表明,产品具有优良的力学性能和冲压成形性能,适用于汽车高强深冲结构件。
宝钢推出第三代高强钢板可为汽车减重10% 宝钢推出第三代高强钢板可为汽车减重10%
格式:pdf
大小:63KB
页数:未知
4.8
在汽车钢板领域占据市场半壁江山的宝钢集团昨13对外宣布其第三代汽车钢首发。事实上,早在2010年起,宝钢就已经开始尝试小批量生产第三代汽车钢。今年年初开始,宝钢就已经开始向汽车客户推广其第三代汽车钢。
不同厚度汽车用高强钢板激光焊接临界速度的研究 不同厚度汽车用高强钢板激光焊接临界速度的研究
格式:pdf
大小:527KB
页数:3P
4.4
激光焊接由于其独特的优点被广泛应用。不同厚度的焊件有相应不同的激光焊接工艺参数窗口。为了方便实际生产中激光焊接参数的设定,对不同厚度汽车用高强钢激光焊接的临界速度进行了研究。对于不同厚度的三种汽车用高强钢,在不同激光功率条件下,通过对相应焊接速度的变化,找出相应功率下的焊接过熔透和未熔透的速度临界点,确定厚度和激光功率对焊接速度的影响。实验结果表明,对于相近厚度的b450lad钢和dp600钢,其焊接临界速度状况相同;板厚增加,焊接最大和最小临界速度均下降。对不同功率下焊接过熔透和未熔透临界点的线形拟合,得到了不同厚度钢板的激光焊接适用参数区域,为实际激光焊接参数设定提供了参考。
490MPa级汽车桥壳用热轧高强钢板研制最新文档
回火工艺对热轧低碳马氏体高强钢板残余应力的影响 回火工艺对热轧低碳马氏体高强钢板残余应力的影响
格式:pdf
大小:283KB
页数:未知
4.6
用盲孔法对不同回火工艺下热轧低碳马氏体高强钢板进行了残余应力的测试。结果表明,450℃回火后,钢板的残余应力没有明显的降低,热应力的改变是影响此温度回火后残余应力分布的主要因素。500℃和550℃回火时,随着回火时间的延长,钢板的残余应力变得更加均匀。这是因为此温度下发生了组织转变,组织应力在回火过程中逐渐减小、均匀化。该钢种最佳回火工艺为回火温度500~550℃,保温时间3h。
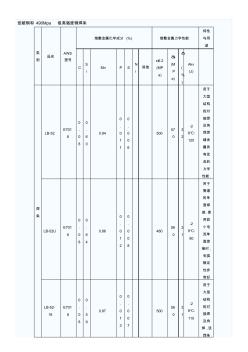
低碳钢和490Mpa级高强度钢焊条
格式:pdf
大小:418KB
页数:14P
4.4
低碳钢和490mpa级高强度钢焊条 类 别 品名 aws 型号 熔敷金属化学成分(%)熔敷金属力学性能 特性 与用 途 c s i mnps n i 其他 σ0.2 (mp a) δb (m p a) δ ( % ) akv (j) 焊 条 lb-52 e701 6 0 . 0 8 0 . 6 0 0.94 0 . 0 1 1 0 . 0 0 6 500 57 0 3 2 -2 9℃: 120 用于 大型 结构 的对 接焊 及角 焊焊 缝金 属具 有优 良的 力学 性能. lb-52u e701 6 0 . 0 8 0 . 6 4 0.86 0 . 0 1 2 0 . 0 0 8 480 56 0 3 1 -2 9℃: 80 用于 管道 的单 面焊 接.使 用较 小电 流单 面焊 接时, 电弧 稳定 性非 常好
汽车大梁用热轧黑皮表面钢板的研制 汽车大梁用热轧黑皮表面钢板的研制
格式:pdf
大小:227KB
页数:3P
4.5
通过对热轧钢板的氧化层形成机制及影响因素的分析研究,确定了汽车大梁用热轧黑皮表面钢板的成分及热轧工艺制度,研究了钢板氧化层生成特点。采用金相组织观察、sem分析、x-射线衍射仪分析、力学性能测试等方法,分析了钢板的组织、性能、氧化层形貌及结构组成。结果表明,所试制的热轧黑皮表面钢板氧化层结合良好,氧化层中的fe3o4含量大于85%,氧化层厚度≤10μm,用于无酸洗工序直接冲压汽车大梁件,氧化层脱落较少,效果良好。
260BH超低碳冷轧烘烤硬化高强钢板的研制 260BH超低碳冷轧烘烤硬化高强钢板的研制
格式:pdf
大小:557KB
页数:3P
4.4
介绍了本钢集团有限公司开发的260bh超低碳冷轧烘烤硬化高强钢板的化学成分、热轧工艺、冷轧退火工艺等,通过采用超低c加nb并添加mn、p强化元素的成分设计方案、二高一低的热轧工艺及高温退火工艺,试验钢成品获得了良好的力学性能、应用性能,以及稳定的bh性能。
热轧耐候钢板B490NQ的研制 热轧耐候钢板B490NQ的研制
格式:pdf
大小:163KB
页数:6P
4.7
从耐候性和强韧性机制出发,确立了以cu、p为耐蚀元素、以ti为微合金元素的低碳低杂质成分范围,及以高纯度冶炼、高质量成坯、高精度控制为特.点的工艺路线。研制的经济型热轧耐候钢板b490nq耐候性比普通钢提高40%,抗拉强度达到490mpa,综合性能良好,-40℃的ak值大于30j/cm2。
 热轧T700高强钢轧制力预测与分析
热轧T700高强钢轧制力预测与分析 热轧T700高强钢轧制力预测与分析
格式:pdf
大小:140KB
页数:未知
4.8
采用中试试验冶炼并轧制高强钢t700,化学成分设计和轧制工艺满足物理性能要求,利用中试过程参数计算钢种在高温状态下的变形抗力,确定t700在化学成分和一定轧制温度下的屈服应力,验证在既有设备下的轧制可行性。
海上重吊船浮箱用GL-E420高强钢板标准
格式:pdf
大小:19KB
页数:2P
4.5
受控号:41309-2011编制部门:科技部 编号:wyj309-2011批准日期:2011.06. 海上重吊船浮箱用nve420高强钢板技术条件 1、适用范围 本技术条件适用于>70mm~140mm厚的高强度gl-e420钢板。 2、引用标准 dnv挪威船级社规范 en10029厚度大于或等于3mm的热轧钢板的尺寸、形状、质量的允许偏差 en10160厚度大于或等于6mm扁平产品的超声波检验方法(反射法) 3、尺寸、外形、重量及允许偏差 3.1钢板的厚度偏差执行en10029中b级的规定:即正偏差+2.9mm,负偏差-0.3mm。 3.2钢板的其他尺寸、外形、重量及允许偏差应符合gl规范的规定。 4、技术要求 4.1化学
高表面质量热轧汽车车架用钢板的研制 高表面质量热轧汽车车架用钢板的研制
格式:pdf
大小:932KB
页数:5P
4.6
通过对热轧钢板500l的氧化层形成机制及影响因素的分析研究,确定了具有高表面质量汽车车架用500l热轧钢板的成分及热轧工艺制度,并研究了钢板氧化层生成特点。采用金相组织观察、sem分析、x-射线衍射仪分析、力学性能测试等方法,分析了钢板的组织、性能、氧化层形貌和结构组成。结果表明,所试生产的500l热轧钢板氧化层结合良好,氧化层中的fe3o4比例大于85%,氧化层厚度≤10μm。产品试生产10万t以上,用于无酸洗工序直接冲压汽车车架,其氧化层脱落较少,效果良好。
490MPa级汽车桥壳用热轧高强钢板研制相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师主管
擅长专业:土建 安装 装饰 市政 园林


