

3SHG315160塑料管件热熔角接机操作规程
格式:pdf
大小:21KB
页数:2P
人气 :88
 4.6
4.6
SHG—315/160 塑料管件热熔角接机操作规程 文件编号: QW/SC-SB/44 第 1 页 共 2 页 重庆顾地塑胶电器有限公司 Goody Plastic Electric Appliances Co.,Ltd. 1、本机使用 380V 三相电源,注意正确接入电源零线。如果接地正确,控制面板上 的电源接地指示灯会亮。如接地不正确,整机将不能正常工作。 2、先分别接好油泵电机、 铣刀电机和电热板的电源插头, 然后合上漏电保护器开关。 3、用点动方式启动油泵,注意检查油泵电机转向(正确转向应为塑时针方向) ,可 通过观察控制面板上的压力表来判断,有压力显示表明油泵转向正确。同时检查 油箱液位,液位高度应不低于液位计,一般以保持在液位计的三分之二高度为适 中。 4、检查、调整移动台面油缸的最佳工作压力和动作速度。本机液压系统的工作压力 分为对接压力和切削压力二级控制, 可通过控制面板上




塑料管道热熔对接机操作手册
第1页共8页 塑料管道热熔对接机 操作手册 贵阳欧卡德工业自动化科技有限公司 起草人:王洁姜帮成任朝忠黎大珍 总目 一、概述 二、适用范围及主要技术参数 三、特别说明 四、操作说明 五、焊接标准及接口检验标准 六、温控仪的设定和使用 七、维护与检验 八、故障分析 一、概述 燃气、给排水、化工输送及电缆线辅设用埋地聚乙烯管道(pe)聚丙烯管道(pp) 的主要特点:重量轻、安装施工方便,管道内壁光滑,压力损失小;气密性安全可靠;管道 使用寿命长;对基础沉降或地震波动有较强的适应性;而且聚乙烯管道,聚丙烯管道有抗酸 碱腐蚀等优点,因此聚乙烯管材、聚丙烯管材越来越受广大用户的青睐,以塑代钢已成必然 趋势。 欧卡德公司研制开发的塑料管道热熔器对接机系列产品,是适用于聚乙烯管道、聚丙 烯管道施工必不可少的配套机具。其特点是安全可靠,使用方便
塑料管件检测
塑料管件检测 管件是将管子连接成管路的零件。根据连接方法可分为承插式管件、螺纹管 件、法兰管件和焊接管件四类。多用与管子相同的材料制成。有弯头(肘管)、 法兰、三通管、四通管(十字头)和异径管(大小头)等。弯头用于管道转弯的 地方;法兰用于使管子与管子相互连接的零件,连接于管端,三通管用于三根管 子汇集的地方;四通管用于四根管子汇集的地方;异径管用于不同管径的两根管 子相连接的地方。 其中塑料管件可分为:建筑排水用硬聚氯乙烯(pvc-u)管件、给水用硬聚氯 乙烯(pvc-u)管件、冷热水用氯化聚氯乙烯(pvc-c)管件、工业用氯化聚氯乙 烯(pvc-c)管件。 检测项目及依据标准 检测标准检测项目 建筑排水用硬聚氯乙烯 (pvc-u)管件 gb/t5836.2-2006 插口平均外径壁厚、维卡软化温度、烘箱试 验 给水用硬聚氯乙烯 (pvc-u)管件 gb/t
编辑推荐下载
PE管道热熔连接操作规程
格式:pdf
大小:10KB
页数:4P
4.4
pe管道热熔连接操作规程 1、目的 为规范热熔连接操作程序,提高管道操作的可靠性,保证焊接质量,特指定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的措施。 2.2检查整个机具各个部位的紧固件有无脱落或松动,并予以必要的处理。 2.3检查整机电器线路有无损坏,并予以必要的处理。 2.4检查液压箱内液压油是否充足。 2.5确认电源与机具输入要求是否匹配。 2.6将与规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度在200~220℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是否正常。 3、焊接 ???
PE管道热熔连接操作规程
格式:pdf
大小:32KB
页数:3P
4.6
v1.0可编辑可修改 1 pe管道热熔连接操作规程 1、目的 为规范热熔连接操作程序,提高管道操作的可靠性,保证焊接质量,特指定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的措施。 检查整个机具各个部位的紧固件有无脱落或松动,并予以必要的处理。 检查整机电器线路有无损坏,并予以必要的处理。 检查液压箱内液压油是否充足。 确认电源与机具输入要求是否匹配。 将与规格一致的卡瓦装入机架。 准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并能方便移 动。 将焊机各部件按照要求插装连接好并检查无误。 设定加热板温度在200~220℃。 接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是否正常。 3、焊接 在焊接过程中,操作人员一般应参照焊接工艺卡各项参数进行操作。
3S塑料管件热熔角接机操作规程热门文档
热熔连接、电熔连接操作规程
格式:pdf
大小:8KB
页数:4P
4.5
热熔对接连接操作规程 1、目的 为规范热熔连接操作程序,提高pe管道连接的可靠性,保证焊接质量,特制 定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的 措施。 2.2检查整个机具各个部位的紧固件有无脱落或松动,并予以必要处理。 2.3检查整机电器线路有无损坏,并予以必要处理。 2.4检查液压箱内液压油是否充足。 2.5确认电源与机具输入要求相匹配。 2.6将与管材规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并 能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度至220±10℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是

PE热熔对焊机操作规程
格式:pdf
大小:7KB
页数:3P
4.7
1 pe热熔对焊机操作规程 1目的与意义 规范pe热熔对焊机的操作,确保pe管热熔焊接的质量以及操作过程 的安全。 2适用范围 本规程适用于***公司所属的pe热熔焊接的操作。 3操作细节 3.1使用前的准备 3.1.1核对焊机的输入电压规格,严禁接入其他级别的电压,以免 焊机烧毁或不能工作。 3.1.2按照设备的实际功率,正确选配电源配线。 3.1.3连接好焊机接地线,以免发生触电事故。 3.1.4清洁油路接头,正确地连接焊机各部件。 3.1.5测量电源电压,确认电压符合焊机要求。 3.1.6检查清洁加热板,若加热板涂层损坏应当更换。加热板表面 聚乙烯的残留物只能用木质工具去除,油污油脂等必须用洁净的棉布 和酒精进行处理。 3.2.4按照焊接工艺正确设置吸热、冷却时间和加热板温度等参数。 焊接前,加热板应当在焊接温度下适当预热,以确保加热板温度均
3S塑料管件热熔角接机操作规程精华文档

各项塑料管件标准
格式:pdf
大小:6KB
页数:2P
4.7
各项塑料管件标准: 铝塑复合压力管铝管搭接焊式铝塑管gb/t18997.1-2003 铝塑复合压力管铝管对接焊式铝塑管gb/t18997.2-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第1部分:总则gb/t18998.1-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第2部分:管材gb/t18998.2-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第3部分:管件gb/t18998.3-2003 冷热水系统用热塑性塑料管材和管件gb/t18991-2003 冷热水用交联聚乙烯(pe-x)管道系统第1部分:总则gb/t18992.1-2003 冷热水用交联聚乙烯(pe-x)管道系统第2部分:管材gb/t18992.2-2003 冷热水用氯化聚氯乙烯(pvc-c
PPR给水塑料管件
格式:pdf
大小:35KB
页数:2P
4.7
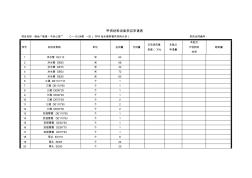
甲供材料设备供应申请表 项目名称:绿地“新里·中央公馆”c—15-2#楼一区(ppr给水塑料管件材料计划)供货合同编号: 序号名称及规格单位应供量已供量 已完成形象 进度(x%) 本批次 申请量 本批次 计划到场 时间 超供量 1冷水管de110米60 2冷水管de90米68 3冷水管de75米32 4冷水管de63米72 5冷水管de50米60 6三通de110*110个1 7三通de110*90个1 8三通de90*20个1 9三通de90*63个1 10三通de75*63个2 11三通de110*50个2 12三通de63*50个2 13变径管箍de110*90个1 14变径管箍de110*63个1 15变径管箍de63*

各项塑料管件标准 (2)
格式:pdf
大小:6KB
页数:2P
4.7
各项塑料管件标准: 铝塑复合压力管铝管搭接焊式铝塑管gb/t18997.1-2003 铝塑复合压力管铝管对接焊式铝塑管gb/t18997.2-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第1部分:总则gb/t18998.1-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第2部分:管材gb/t18998.2-2003 工业用氯化聚氯乙烯(pvc-c)管道系统第3部分:管件gb/t18998.3-2003 冷热水系统用热塑性塑料管材和管件gb/t18991-2003 冷热水用交联聚乙烯(pe-x)管道系统第1部分:总则gb/t18992.1-2003 冷热水用交联聚乙烯(pe-x)管道系统第2部分:管材gb/t18992.2-2003 冷热水用氯化聚氯乙烯(pvc-c
3S塑料管件热熔角接机操作规程最新文档
硬质PVC塑料管件配方设计
格式:pdf
大小:26KB
页数:3P
4.6
橡塑产品配方设计 一、产品:硬质pvc塑料管件 二、配方组成(质量份): 三、设计思路: pvc的加工稳定性不好,熔融温度(160℃)高于分解温度(140℃),熔 体粘度高,流动性差(即使提高注射压力和熔体温度,流动性的变化也不大), 难于成型(成型温度与热分解温度很接近,能够进行成型的温度范围很窄),不 进行改性难以用熔融塑化的方法加工。改性的方法之一是在其中加入稳定剂,以 提高其分解温度,使其在熔融温度之上。二是在其中加入增塑剂,以降低其熔融 温度,使其在分解温度之下。 四、稳定剂:(三碱式硫酸铅及二碱式亚磷酸铅) 作用原理:盐基性铅盐是通过捕获脱落下来的氯化氢而抑制了它的自动 催化作用 1、三碱式硫酸铅(3pbo·pbso4·h2o):白色或略带黄色粉末。 遇日光变色,味甜,有毒!不溶于水,溶于热乙酸胺溶液。不稳定能自行分解。 须贮存,熔点820
PE热熔对焊机安全操作规程
格式:pdf
大小:46KB
页数:1P
4.8
pe热熔对焊机安全操作规程 一、使用前的准备 1、核对焊机的输入电压规格,严禁接入其他级别的电压,以免焊机烧毁不能工作。 2、按照设备的实际功率,正确选配电源配线,确认电压符合焊机要求。 3、连接好焊机接地线,以免发生触电事故。 4、清洁油路管道接头,正确连接在焊机各部件。 5、检查加热板,在每天进行第一次热熔焊接前或转换不同直径管材作焊接前或使用其 他方法清洁加热板之后均必须以卷边形成清洁法去清洁加热板;若加热板涂层损坏 应当更换。 6、焊接前,应当将加热板进行预热,以确保加热板温度均匀。 二、热熔焊接操作 1、用辊杆或支架将管道垫平,调整同心度,利用夹具校正管材不圆度,并且留有3-5cm 焊接间距。 2、检查调整被焊接管道数据与焊机上实际相符(管径、sdr、颜色等) 3、铣削管道焊接面,铣削足够厚度,使焊接端面光洁、平行,达到连续整3圈为合格
硬质PVC塑料管件配方设计 (3)
格式:pdf
大小:17KB
页数:4P
4.4
橡塑产品配方设计 一、产品:硬质pvc塑料管件 二、配方组成(质量份): 三、设计思路: pvc的加工稳定性不好,熔融温度(160℃)高于分解温度(140℃),熔体 粘度高,流动性差(即使提高注射压力和熔体温度,流动性的变化也不大),难 于成型(成型温度与热分解温度很接近,能够进行成型的温度范围很窄),不进 行改性难以用熔融塑化的方法加工。改性的方法之一是在其中加入稳定剂,以提 高其分解温度,使其在熔融温度之上。二是在其中加入增塑剂,以降低其熔融温 度,使其在分解温度之下。 四、稳定剂:(三碱式硫酸铅及二碱式亚磷酸铅) 作用原理:盐基性铅盐是通过捕获脱落下来的氯化氢而抑制了它的自动 催化作用 原料质量份成份 pvc(sg-7)100树脂原料 三碱式硫酸铅3热稳定剂 二碱式亚磷酸铅1热稳定剂 dop主增塑剂 环氧大豆油2辅增塑剂 金属皂类
 塑料管件配套落后制约塑料管材推广
塑料管件配套落后制约塑料管材推广 塑料管件配套落后制约塑料管材推广
格式:pdf
大小:78KB
页数:未知
4.3
塑料管路通常由塑料管材、管件两部分组成,其配合比例为100:(10~12)。塑料管件又称管配件,是指把管材与管材、管材与仪表、设备、阀门等相连接的管接件。包括各种承插连接套管、二通、三通、弯头、活接头(油任)、螺纹接管、伸缩节、异径管件、密缝件等。目前,我国塑料管材已得到了广泛应用,但塑料管件的配套还相对落后,国内生产的管配件规格品种,尚不能与管材生产相适应,在系列化、标准化方面还跟不上管材发展的步伐,致使管材与管件不能配套,这样必将制约塑料管材的推广使用。


热熔焊接机安全操作规程模板
格式:pdf
大小:183KB
页数:5P
4.3
工作行为规范系列 热熔焊接机安全操作规程 (标准、完整、实用、可修改) gl实用范本|documenttemplate 第2页/共5页 编号:fs-qg-11463 热熔焊接机安全操作规程 hotmeltweldingmachinesafetyoperationregulations 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 一、目的: 为了正确使用热板式塑胶焊接机,了解本机安全注意事 项,规范操作步骤,提高产品品质,确保人 身安全,延长机器使用寿命,特制定本操作规程。 二、操作步骤: 1、连接0.6mpa气源,顺时针方向转动调压器,使压力 表指示为0.3-0.4mpa,此时上模座将缓缓上升 至起始位置,然后继续增至0.6mpa。 2、连接电源,打开电控箱内的空气开关,参照
自动焊接机操作规程
格式:pdf
大小:19KB
页数:3P
4.5
1 自动焊接机安全操作保养规程 一、操作者必须持电焊操作证上岗。 二、启动前的准备工作 (一)工作场所必须保持空气流通,防止由于工作气体 的使用而造成用户缺氧。 (二)不可在工作场所堆放易燃物品,以防发生火灾。 (三)检查焊机外壳是否接地,电缆是否破损。 (四)检查焊机各接线点是否松动,是否有因接触不良 而烧损的设备。 (五)确认保护气是否有气,管路是否漏气。 三、设备运行及相关操作 (一)按要求安装好电加热式气体减压器 (二)使用前必须先预热5-10分钟; (三)缓缓将气瓶上的阀门打开(速度约5度/秒),这 时可观察到压力表的指针慢慢抬起,然后停在合适的刻度 上。 (四)闭合设备电气箱空气开关对设备上电,检查电气 箱和机身是否漏电(发现漏电须排除后进行下一步操作)。 (五)检查电气箱侧面指示灯是否正常,发现异常须排 2 除后进行下一步操作。 (六)检查减速箱是否加注润滑油,

一种用于塑料管热熔焊的管件
格式:pdf
大小:42KB
页数:7P
4.7
说明书 10003 2006.7 1 一种用于塑料管热熔焊的管件 技术领域 本发明涉及一种塑料管件,尤其是一种用于塑料管热熔焊的管件。 背景技术 目前,塑料管被广泛用于供水、供暖及供气的管路,在连接过程中多采用 热熔方式,将两个管焊接在一起,但是,在采用这种方式焊接时,塑料管被熔 化的部分在焊接时会产生沿管的径向堆积的现象,这样就减小了管道的截面积, 减小了管内流体的流量,并且增加了管道的阻力,因此,工人在焊接时通常直 接用手指将刚刚堆积在塑料管内的熔化的塑料向管壁方向抹平,以减小堆积物 对管道的影响,但是,由于手指的长度有限,当被焊接的管较长时,手指不能 到达焊接产生的堆积物处,所以不能解决堆积物对管道的影响。 发明内容 发明要解决的技术问题:提供一种用于塑料管热熔焊的管件,采用该管件 进行塑料管焊接时,熔化的塑料不会沿管的径向产生堆积。 解决技术问题采用的技术
PE热熔焊机操作规程
格式:pdf
大小:7KB
页数:2P
4.5
pe热熔焊机操作规程 一、操作: 1.接好油管、电热板连线、铣刀电源线。 2.插上总电源线,打开机箱左侧总电源开关及液压电机开 关。 3.通过设置开关,将加热温度设定为220℃。打开加热开关。 4.将待对接管材固定于夹具两端。两根管材的间隙以能放入 铣刀盘为宜。 5.放上铣刀盘,将对接里昂端铣平,注意:应先启动铣刀, 然后启动油缸缓缓前进(切削压力由小到大调至油缸慢慢移 动为宜,注意:切削压力不得大于3mpa),当出现连续切削 时,撤去铣刀盘。通过调节夹具的松紧(必要时转动管材) 来校直两对接件,使其错位量不大于壁厚的10%。 6.当加热板达到设定温度后,将加热放置于夹具两端面之 间。 7.按住液压开关“进”,将管材两端面压至电热板加热,当 两端面受压达到相应翻边时(具体翻边高度,请参考数表), 松开开关,保持吸热状态(吸热时间见参数表)。 8.达到吸
3S塑料管件热熔角接机操作规程相关
文辑推荐
知识推荐
百科推荐


职位:造价项目主管
擅长专业:土建 安装 装饰 市政 园林


