

350t门式起重机主梁的总成焊接
格式:pdf
大小:206KB
页数:3P
人气 :86
 4.7
4.7
图 2 定位在工件上。如此处理后 ,即可按照焊制 H 形工件 一样的工艺来焊接非H形的锅炉柱梁。按此工艺在焊 缝区域铺设埋弧焊焊剂 ,调节自动焊的机头 ,使自动焊 导向轮压紧工件 ,设定焊接速度 ,就可焊接。在焊接过 程中 ,当龙门架的行程在自动焊辅助架上快结束时 ,需 向前不断地移动辅助架直至焊完为止。 通过以上技术改进 ,实现了非 H 形柱梁的埋弧焊 , 使生产效率显著提高 ,由于自动焊熔深比手工焊大 ,焊 缝质量好 ;同时由于自动焊热量集中 ,工件的焊接变形 小 ;另外 ,埋弧焊由于有焊剂的保护 ,金属元素的烧损和 飞溅减少 ,没有电焊条头的损失 ,又节省了焊接材料和 电能 ,大大降低了生产中的成本 ;因为采用的是龙门式 自动焊接机 ,工人的劳动条件也得到改善。 (收稿日期 2004 06 10) 作者简介 : 雷 鸣 ,1971 年出生 ,工程师 ,从事锅炉压力容器焊




门式起重机主梁的焊接工艺研究
门式起重机的制造中,主梁的焊接至关重要。文章通过对主梁主材q235b钢的材料化学分析、焊接要求分析后,初步确定焊接方法和焊接材料,制定了焊接工艺评定方案,按焊接工艺评定要求进行力学试验,根据试验结果制定了详细的焊接加工工艺并制作样品进行承载试验,试验结果证明焊接工艺可行。
门式起重机焊接主梁裂纹扩展分析
焊接主梁是门式起重机的主要焊接钢结构,是主要的承力构件。焊接主梁疲劳裂纹形成过程复杂,影响其裂纹形成的因素众多。从焊接特性和实际使用情况着手,采用断裂力学理论分析了焊接主梁裂纹萌生点和裂纹扩展过程。根据门式起重机承受交变载荷的特点,运用循环法,估算了焊接主梁的疲劳裂纹扩展寿命。研究结果为门式起重机的安全使用和管理提供了理论依据。
编辑推荐下载
门式起重机主梁铆焊工艺改进
格式:pdf
大小:316KB
页数:4P
4.3
主要分析了jlq45t-45m轨道式重箱门式起重机主梁的制作工艺特点、工艺过程、关键技术及制作步骤。提出了主梁制作工艺中需要改进和注意的细节,解决了制作成型后出现的一些质量问题,为今后门式起重机主梁制作和检验提供借鉴。
450t桥式起重机主梁焊接
格式:pdf
大小:359KB
页数:3P
4.3
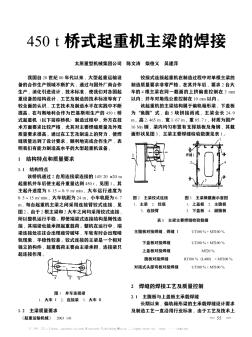
介绍与奥地利合作生产制造的450t桥式起重机偏轨箱形梁重要焊缝的工艺改进及质量控制。在生产制造过程中,根据实际情况采取了重要的工艺措施,确保了主要焊缝达到设计要求
350t门式起重机主梁的总成焊接热门文档

葫芦门式起重机主梁装配焊接质量的控制
格式:pdf
大小:199KB
页数:3P
4.3
主梁是葫芦门式起重机的主要受力部件,主梁的质量直接影响到整机的使用寿命。因此为了保证葫芦门式起重机整机的制造质量,首先要保证起重机的主要部件——主梁的制造质量。这就要求必须在生产中制定并严格执行主梁装配焊接工艺来控制主梁的装配焊接质量。通过采用一系列措施后,验证结果表明:只要在生产中按照技术要求,严格控制主梁的装配顺序、焊接顺序、焊接方向和焊接变形矫正,就能控制主梁的焊接变形,从而保证了主梁的装配焊接质量,达到保证主梁制造质量的目的,进而生产出优质的起重机整机产品。
桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:355KB
页数:4P
4.6
简要分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出了一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计的速度和效率,提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。
450t桥式起重机主梁的焊接
格式:pdf
大小:358KB
页数:3P
4.6
450t桥式起重机主梁的焊接 太原重型机械集团公司 陈文涛 柴俊义 吴建萍 我国自20世纪80年代以来,大型起重运输设 备的合作生产领域不断扩大,通过与国外厂商合作 生产,消化引进设计、技术标准,使我们对各国起 重设备的结构设计、工艺及制造的技术标准等有了 较全面的认识,工艺技术及制造水平在实践中不断 提高。在与奥地利合作为巴基斯坦生产的450t桥 式起重机(以下简称桥机)制造过程中,外方在技 术方面要求比较严格,尤其对主要焊缝质量及外观 质量要求很高。通过在工艺及制造上的努力,使焊 缝质量达到了设计要求,顺利地完成合作生产,表 明我们有能力制造高水平的大型起重机设备。 1 结构特点和质量要求 111 结构特点 该桥机通过2台用连接梁连接的145/20×20m 起重机并车后使主起升重量达到450

桥式起重机主梁制造焊接变形及控制
格式:pdf
大小:1.9MB
页数:1P
4.4
桥式起重机主梁的制造是整机金属结构制造的重中之重,关系着起重机的整体强度是否符合要求,但是由于焊接施工本身的诸多因素,主梁的焊接变形是在所难免,主要会产生六种变形,严重影响制造质量。然而在实际生产中通过设计和工艺控制能够减小变形,保证主梁的焊接质量。
125t吊钩桥式起重机主梁的组装焊接
格式:pdf
大小:85KB
页数:2P
4.6
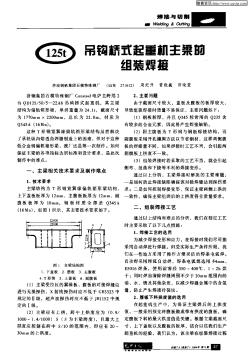
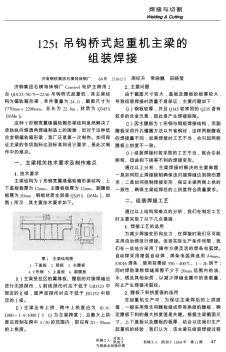
济钢集团石横特殊钢厂consteel电炉主跨用2台qd125/50/5--22a6吊钩桥式起重机,其主梁结构为偏轨箱形梁,单件重量为24.1t,截面尺寸为1770mm×2200mm、总长为22.8m,材质为q345a(16mn)。
350t门式起重机主梁的总成焊接精华文档
125t吊钩桥式起重机主梁的组装焊接
格式:pdf
大小:254KB
页数:2P
4.3
!"#$吊钩桥式起重机主梁的 组装焊接 济南钢铁集团石横特殊钢厂(山东"%!&!")周纪升常晓巍田晓莹 济钢集团石横特殊钢厂’()*$++,电炉主跨用" 台-.!"#/#0/#—""1&吊钩桥式起重机,其主梁结 构为偏轨箱形梁,单件重量为"23!$,截面尺寸为 !%%0445""0044、总长为""364,材质为-72#1 (!&8))。 这种9形钢宽翼缘偏轨箱形梁结构虽然解决了 承轨纵向熔透角焊缝制造上的困难,但对于这种低 合金钢偏轨箱形梁,我厂还是第一次制作。如何保 证主梁的各项指标达到标准和设计要求,是此次制 作中的难点。 一、主梁相关技术要求及制作难点 !"技术要求 主梁结构为9形钢宽翼缘偏轨箱形梁结构,上 下盖板板厚为!"44、主腹板板厚为!"44、副腹板 板厚为!044,钢板材质全部是-72#1(!&8)),如 图!

铸造起重机主梁焊接工艺实践
格式:pdf
大小:265KB
页数:2P
4.5
介绍了铸造起重机的主梁结构以及影响制造质量的因素。通过严格控制焊接件的焊接工艺及制造精度,选择适当的接头坡口形式、合理的焊接工艺过程,可使产品达到设计要求。
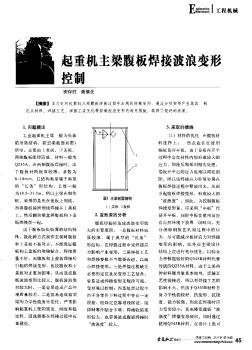
起重机主梁腹板焊接波浪变形控制
格式:pdf
大小:407KB
页数:2P
4.7
本文针对起重机主梁腹板焊接过程中出现的焊接变形,通过分析变形产生原因,制定从材料、焊接工艺、焊接工装优化等控制波浪变形的相关措施,取得了较好的效果。
10/3.2、20/5桥式起重机主梁组对焊接方案
格式:pdf
大小:67KB
页数:1P
4.7
第34卷2006年第05期 123 经 验 mining&processingequipment 来的不是电机绕组与外壳之间的绝缘电阻r,而是它们的总 阻抗z。 但是无论采用兆欧表进行测量,还是采用“伏—安”法 进行测量,所得电机绝缘电阻都是常温下的值,然而有关规 程手册中规定低压电机的最低绝缘电阻为0.5mω是指在75 ℃时的值,因此,必须把常温下的电阻换算成75℃时的值, 才能确定为电机在标准温度下的绝缘电阻值,也才能与规定 要求的电阻比较,其换算公式为 10 7575 2 t rt r−=(mω) 式中t——检测时的环境温度,℃ rt——环境温度t℃时检测的绝缘电阻,mω r75——换自成75℃时的绝缘电阻,mω 例如我们在20℃时测量某电机的绝缘电
双主梁门式起重机计算说明书
格式:pdf
大小:2.0MB
页数:65P
4.4
1 毕业设计(论文)说明书 课题:5吨“l”型支腿 箱形双主梁门式起重机 专业机械设计制造及自动化 班级机械0524 学号27 姓名谭小建 指导教师王洪老师 完成日期:2008年03月至2008年05月 湖南冶金职业技术学院机械工程系 2 湖南冶金职业技术学院 毕业设计(论文)总成绩单 学生 姓名 谭小建 专 业 机械设计制 造及自动化 班 级 机械0524 学 号 27 毕业设计题目5吨“l”型支腿箱形双主梁门式起重机 序号项目名称成绩比例(%)签名 1指导教师评定50 2答辩委员会评定50 系 ( 部 ) 审 核 总成绩 (盖章) 年月日 3 湖南冶金职业技术学院毕业设计(论文) 指导教师意见书 学生 姓名 谭
350t门式起重机主梁的总成焊接最新文档
双主梁门式起重机购销合同
格式:pdf
大小:10KB
页数:4P
4.4
双主梁门式起重机购销合同 购方单位:xxxxxxxxxx有限公司以下简称:甲方 供方单位:河南xx重型机械股份有限公司以下简称:乙方 甲方合同号:乙方合同号: 签订地点:江苏省xxx市 签订日期:2015年5月x日 甲方购买乙方双主梁门式起重机事项,经甲乙双方充分协商,特订立本合同,以便双 方共同遵守。 第一章合同标的、主要技术指标及验收标准 1.1合同标的:甲方同意向乙方购置双主梁门式起重机一台套。全套为交钥匙工程,包括设 备制造、运输、起吊卸装、安装调试、现场人员培训、检测取证等。 1.2主要技术指标: 1.2.1起重量:主钩16t,副钩5t 1.2.2跨度:40m,悬臂10m×2,总长60m 1.2.3起升高度:最大16m 1.2.4工况:室外a6 1.2.5操作方式:驾驶室操作 1.2.6运行速度: 主起升速度(变频):0—19m/m
C型门式起重机主梁开焊修复方案及施工工艺
格式:pdf
大小:298KB
页数:4P
4.6
沈阳铁路局管内c型门式起重机主梁频繁出现开焊现象,严重影响作业及人身安全。针对c型门式起重机主梁的结构特点,分析主梁开焊原因,提出修复方案及施工工艺。
箱型桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:279KB
页数:4P
4.7
分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计速度和效率、提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。
桥式起重机主梁的焊接工艺设计 (2)
格式:pdf
大小:8KB
页数:4P
4.7
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
 门式起重机主梁产品平台程序开发技术
门式起重机主梁产品平台程序开发技术 门式起重机主梁产品平台程序开发技术
格式:pdf
大小:101KB
页数:未知
4.4
针对门式起重机程序设计适应性差、传统产品开发平台弱的特点,基于自顶向下的方法设计产品主结构,对程序进行模块划分,建立数据库,对产品结构和可调参数进行适当控制,通过推理机制,开发了门式起重机主梁产品平台系统,该平台能够快速响应客户需求,程序的适应性和重用性大大增强。

双梁桥式起重机主梁焊接工艺
格式:pdf
大小:97KB
页数:2P
4.6
箱型主梁的焊接工艺是保证起重机桥架质量的重要因素,介绍了双梁桥式起重机主梁制作工艺。采用4次函数曲线确定主梁起拱的程度,翼板和腹板对接过程中采用陶瓷衬垫实现焊缝单面焊双面成形,并在焊后利用火焰矫正,达到控制双梁桥式起重机主梁焊接变形的目的。所生产的6台28.5m双梁桥式起重机主梁的外形尺寸、起拱和焊接质量均符合设计要求。
桥式起重机主梁的焊接工艺设计
格式:pdf
大小:8KB
页数:4P
4.6
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
75吨起重机主梁接长技术总结
格式:pdf
大小:258KB
页数:9P
4.4
. . 75/20t桥式起重机主梁接长技术总结 为适应制造300mw大型锅炉钢结构的生产需要,1990年我厂建成一座设置两台 跨距l=25m,起重量q=75/20t的桥式起重机的重型车间。若购置一台新的 l=25m、q=75/20t桥式起重机,约需资金55万元,且交货日期无法满足生产需 要。通过信息渠道,用20万元资金购进一台闲置l0年之久的l=22.5m,q=75 /20t桥式起重机。由于该机跨距不能满足重型车间要求,需对该机主梁进行 接长加固改造。 在没有可靠的理论根据和施工经验的情一下,一般不允许随便加大大型起重设 备的跨距。因为主梁接长后,在保持原起重能力下,会增大跨中弯矩和变形值, 如施工质量不好,也可能使该机报废。根据我厂有制作桥式起重机的实践经验, 同时为满足300mw锅炉钢结构的制作任务,决定对该机主梁进行接长,但必须 满足下述条件:
350t门式起重机主梁的总成焊接相关
文辑推荐
知识推荐
百科推荐


职位:堤坝工程师
擅长专业:土建 安装 装饰 市政 园林


