

25钢与1Cr13异种钢焊接
格式:pdf
大小:47KB
页数:2P
人气 :76
 4.6
4.6
在现代工业中,异种钢结构得到越来越广泛的应用,某电机厂的三维隔板中静叶1Cr13与隔板内、外环25钢的焊接就是典型的异种钢焊接。



 Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究 Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究
q235碳钢与1cr13不锈钢的焊接属于异种钢焊接,而1cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。
1Cr13不锈钢复合板的焊接工艺
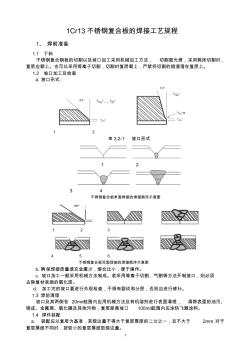
1 1cr13不锈钢复合板的焊接工艺规程 1、焊前准备 1.1下料 不锈钢复合钢板的切割以及坡口加工采用机械加工方法,切割面光滑,采用剪床切割时, 复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。 1.2坡口加工及检查 a.坡口形式: 12 图3.2-1坡口形式 12 34 不锈钢复合板单面焊接的焊接顺序示意图 123 45
编辑推荐下载
TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制 TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制
格式:pdf
大小:1.4MB
页数:2P
4.6
近几年来,随着公司业务的快速发展,承接了许多大型马氏体不锈钢焊接箱体。这些不锈钢箱体体积较大,但是箱体所用钢板厚度很薄。由于马氏体不锈钢的导热性不好,焊接性较差,加上钢板很
水工钢结构弧形门1Cr13与Q235B异种钢的焊接工艺 水工钢结构弧形门1Cr13与Q235B异种钢的焊接工艺
格式:pdf
大小:132KB
页数:4P
4.5
通过对1cr13与q235b钢的焊接性分析,结合生产实际,利用舍夫勒组织图,选择a307焊条作为异种钢t形接头的角焊缝和组合焊缝的焊接材料。通过工艺评定制定合理的焊接工艺,严格执行工艺操作要点,在生产中可获得理想的焊接接头,保证了焊接质量。
25钢与1Cr13异种钢焊接热门文档
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接 1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接
格式:pdf
大小:71KB
页数:1P
4.5
1cr18ni9ti不锈钢与20r碳钢属于异种钢焊接,两种材料的热导率和线性膨胀系数有很大差异,为保证质量,分析两种材料的焊接性能存在的问题,并制定焊接工艺措施。
13MnNiMoNbR与00Cr19Ni10异种钢焊接接头的组织与性能 13MnNiMoNbR与00Cr19Ni10异种钢焊接接头的组织与性能
格式:pdf
大小:795KB
页数:4P
4.5
首先将h309l焊丝堆焊在13mnnimonbr钢板坡口上,再将堆焊后的13mnnimonbr钢板与00cr19ni10钢板用h308l焊丝填充焊接,得到了13mnnimonbr与00cr19ni10异种钢焊接接头,并对接头的显微组织及硬度进行了分析。结果表明:13mnnimonbr钢板侧熔合线附近出现了粗大的铁素体组织,形成脱碳层,而h309l焊缝侧的奥氏体堆焊层熔合线附近出现了黑色的非常细小的碳化物析出层;由于碳化物的析出或是固溶碳,使h309l焊缝侧增碳层处的硬度明显升高。
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺
格式:pdf
大小:91KB
页数:3P
4.8
叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。

1Cr13、2Cr13、3Cr13不锈钢化学成分表 (3)
格式:pdf
大小:48KB
页数:2P
4.7
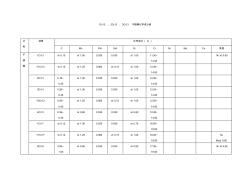
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.1 5 ≤1.000.03 5 0.03 0 ≤1.0011.50 ~ 13.50 ni≤0.6 0 y1cr13≤0.1 5 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 2cr130.16 ~ 0.25 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 3cr130.26 ~ 0.35 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 y3cr130.26 ~ 0.40 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 4cr
1Cr13、2Cr13、3Cr13不锈钢化学成分表 (2)
格式:pdf
大小:43KB
页数:2P
4.6
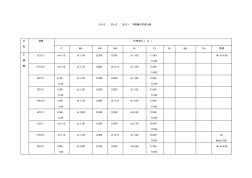
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.15≤1.000.0350.030≤1.0011.50~ 13.50 ni≤0.60 y1cr13≤0.15≤1.250.060≥0.15≤1.0012.00~ 14.00 2cr130.16~ 0.25 ≤1.000.0350.030≤1.0012.00~ 14.00 3cr130.26~ 0.35 ≤1.000.0350.030≤1.0012.00~ 14.00 y3cr130.26~ 0.40 ≤1.250.060≥0.15≤1.0012.00~ 14.00 4cr130.36~ 0.45 ≤0.800
25钢与1Cr13异种钢焊接精华文档
1Cr13、2Cr13、3Cr13不锈钢化学成分表
格式:pdf
大小:43KB
页数:2P
4.8
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.15≤1.000.0350.030≤1.0011.50~ 13.50 ni≤0.60 y1cr13≤0.15≤1.250.060≥0.15≤1.0012.00~ 14.00 2cr130.16~ 0.25 ≤1.000.0350.030≤1.0012.00~ 14.00 3cr130.26~ 0.35 ≤1.000.0350.030≤1.0012.00~ 14.00 y3cr130.26~ 0.40 ≤1.250.060≥0.15≤1.0012.00~ 14.00 4cr130.36~ 0.45 ≤0.800
 Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究
Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究 Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究
格式:pdf
大小:169KB
页数:1P
4.4
主要研究q235钢与1cr18ni9ti不锈钢焊接中存在的焊缝金属化学成分不均匀和熔合区塑性降低(脆性层)这两个问题。采用焊条电弧焊进行焊接,然后对焊接接头进行宏观和微观研究。实验表明,制定合理的焊接工艺,可以在一定程度上控制热影响区晶粒的长大趋势,从而提高q235和1ci18ni9ti异种钢的焊接性。

25钢与1Cr13异种钢焊接最新文档
20钢与15CrMo的异种钢焊接工艺分析 20钢与15CrMo的异种钢焊接工艺分析
格式:pdf
大小:138KB
页数:2P
4.4
60万吨/年产甲醇装置r-52001合成塔靠近塔体第一道焊口出现不同程度的裂纹缺陷,由于塔体管口与升汽管材质不同,对焊接材料选用到焊接过程工艺参数的控制都提出了更高、更严的要求,通过选用合适的焊接材料及合理的工艺参数,成功地完成了升气管缺陷焊口的返修任务。异种钢的焊接一直是焊接工艺中的一个难点。文章通过对20钢与15crmo的异种钢焊接工艺进行探讨和分析,为类似的相关设备的检修提供借鉴和参考。
 不锈钢复合钢板20R+0Cr13的焊接
不锈钢复合钢板20R+0Cr13的焊接 不锈钢复合钢板20R+0Cr13的焊接
格式:pdf
大小:298KB
页数:2P
4.5
叙述了20r+0cr13(δ24+3)不锈钢复合钢板的焊接特点和焊接工艺,认为不锈钢板在焊接过程中,接合面是影响焊接质量的关键之处,通过焊接试验确定其合理的焊接工艺,可以保证焊接接头具有良好的机械性能及耐晶间腐蚀能力。
1Cr17Mn6Ni5N与Q235异种钢焊接接头组织分析 1Cr17Mn6Ni5N与Q235异种钢焊接接头组织分析
格式:pdf
大小:517KB
页数:3P
4.5
采用等离子弧对低碳钢q235与奥氏体钢1cr17mn6ni5n异种钢进行焊接,并对焊接工艺进行了优化。采用扫描电镜、光学显微镜、能谱仪对焊接接头的组织进行了分析,用显微硬度计对接头硬度进行了测试。结果表明:采用合适的工艺,可以实现高强度的连接,在焊缝区形成了板条马氏体组织,并在焊缝两侧产生了碳的迁移。
1Cr17Mn6Ni5N与Q235异种钢焊接接头组织分析
格式:pdf
大小:1.7MB
页数:4P
4.4
1cr17mn6ni5n与q235异种钢焊接接头组织分析 作者:马丽,闫亚杰,mali,yanyajie 作者单位:马丽,mali(山西建筑职业技术学院,山西,太原,030006),闫亚杰,yanyajie(太原理工大 学,山西,太原,030024) 刊名: 热加工工艺 英文刊名:hotworkingtechnology 年,卷(期):2011,40(3) 参考文献(2条) 1.董春林;吴林;邵亦陈穿孔等离子弧焊发展历史与现状[期刊论文]-中国机械工程2000(05) 2.周振丰;张文钺焊接冶金与金属焊接性1992 本文读者也读过(10条) 1.苏志朴.suzhi-pu汽车传动轴co2气体保护焊接工艺研究[期刊论文]-汽车实用技术2010(3) 2.陈家宁.许先果co2储罐过渡管座与内容器焊接质量提高的研究及其应用[
1Cr18Ni9钢与Q235A钢的焊接 1Cr18Ni9钢与Q235A钢的焊接
格式:pdf
大小:230KB
页数:未知
4.6
一、前言我厂ⅱ系列主产品1575mm和1760mm大型造纸设备,有多种焊接结构件是采用1cr18ni9钢和q235a钢焊接而成的。容器结构内壁与腐蚀介质接触部位采用1cr18ni9钢材制作,而法兰、基座等部分不与介质接触的部位采用q235a钢制作,然后将它们焊接起来,整个结构起到了耐腐蚀作用。
耐热钢12Cr-1MoV的焊接与返修 耐热钢12Cr-1MoV的焊接与返修
格式:pdf
大小:112KB
页数:1P
4.5
结合耐热钢12cr-1mov的焊接生产实践,探讨了12cr-1mov钢在焊接与返修中的质量控制问题。
25钢与1Cr13异种钢焊接相关
文辑推荐
知识推荐
百科推荐


职位:MIDAS岩土软件销售工程师
擅长专业:土建 安装 装饰 市政 园林


