

2205型双相不锈钢带极电渣堆焊材料的研制
格式:pdf
大小:119KB
页数:4P
人气 :85
 4.5
4.5
研制出2205型双相不锈钢带极电渣堆焊材料,H2205焊带及其匹配焊剂SJ26B,解决了工程上采用2209型双相不锈钢带极堆焊材料熔敷金属铁素体含量很难达到40%的难题。采用该套材料进行带极电渣堆焊试验,结果表明:堆焊工艺性能极佳,冶金性能优异,熔敷金属力学性能、耐蚀性能优良,熔敷金属铁素体含量为40%~60%,满足工程实际需要。



 自动焊堆焊双相不锈钢2205工艺
自动焊堆焊双相不锈钢2205工艺 自动焊堆焊双相不锈钢2205工艺
对双相不锈钢2205进行堆焊性能分析,采用埋弧焊、焊带d309mol,对大直径16mn锻件管板进行过渡层堆焊,采用mig焊及双相钢焊丝er2209堆焊复层,并对堆焊试板进行了力学性能试验及耐腐蚀性试验,试验结果满足双相钢2205的使用要求,从而确定了合理的堆焊工艺参数,成功地实现了产品的制造。
奥氏体不锈钢带极电渣堆焊用烧结焊剂的研制 奥氏体不锈钢带极电渣堆焊用烧结焊剂的研制
研制了一种新型的配奥氏体不锈钢带极电渣堆焊用烧结焊剂,其渣系为caf2-mgo-sio2-al2o3,碱度biiw为3.5~3.8。焊接工艺试验表明,使用该焊剂,焊接开始后5s内就可迅速建立电渣熔池,并在随后的施焊中保持稳定的电渣过程,焊接过程中飞溅少,焊后脱渣容易,焊缝成形性好。堆焊层金相组织观察和化学成分分析的结果表明,研制的烧结焊剂配奥氏体不锈钢带极电渣堆焊,其凝固模式为抗凝固裂纹能力良好的fa模式,获得的堆焊层组织为奥氏体加少量铁素体。母材对堆焊层的稀释率低,合金元素的烧损小。
编辑推荐下载
一种电渣型不锈钢带极堆焊焊剂 一种电渣型不锈钢带极堆焊焊剂
格式:pdf
大小:490KB
页数:3P
4.6
介绍一种新研制电渣型不锈钢带极堆焊焊剂,实际工况试验及综合评定证明其性能及质量符合容器制造要求,可替代进口。
508-3钢不锈钢带极电渣堆焊试验 508-3钢不锈钢带极电渣堆焊试验
格式:pdf
大小:787KB
页数:7P
4.4
本文详细论述了核设备在制造前,进行的不锈钢带极电渣堆焊试验。通过试验,选用了合适的不锈钢带极材料,确定了不锈钢带极电渣堆焊工艺参数及操作技术,满足了产品规范所规定的要求
2205型双相不锈钢带极电渣堆焊材料的研制热门文档

双相不锈钢2205
格式:pdf
大小:222KB
页数:5P
4.7
共6页第1页 宝钢双相不锈钢b2205 (platesheetandcoilforduplexstainlesssteelb2205) --------------------------------------------------------------------------------------------------------------------------------- 1、b2205概述briefintroductionofb2205 双相不锈钢b2205是由奥氏体和铁素体两相组成的双相不锈钢,具有优良的耐腐蚀性能和力学 性能,其屈服强度是300系列不锈钢的两倍,被广泛应用于油气、石化、桥梁、海水淡化以及化学 品船等行业。 duplexstainlesssteelb2205ischaracterizedbyaferri
超低碳奥氏体不锈钢带极电渣堆焊接头的熔合区特征
格式:pdf
大小:933KB
页数:3P
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
不锈钢带极电渣堆焊层金属耐腐蚀性能 不锈钢带极电渣堆焊层金属耐腐蚀性能
格式:pdf
大小:497KB
页数:5P
4.3
采用带极电渣堆焊(esw)和带极埋弧堆焊(saw)两种方法在q235母材上熔敷不锈钢层,分析了这两种方法和不同焊接速度下得到的堆焊层金属的电化学腐蚀及晶间腐蚀性能.电化学腐蚀结果表明,9.8%h2so4溶液中,当扫描电位低于-300mv时,堆焊层金属即可进入钝化状态,堆焊层金属(eswv=8m/h)的电化学腐蚀性能最佳;5%hcl溶液中,由于穿透性强的cl-使堆焊层表面形成的钝化膜溶解破坏,导致堆焊层金属在扫描电位-800~200mv范围内处于活化状态,发生点腐蚀.10%草酸溶液晶间腐蚀试验表明,带极电渣堆焊层金属的抗晶间腐蚀性能明显优于带极埋弧堆焊层金属.
不锈钢带极堆焊
格式:pdf
大小:32KB
页数:3P
4.4
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.18-1999 第18部分不锈钢带极堆焊 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 69 1范围 本标准规定了不锈钢带极堆焊的基本要求. 本标准适用于钢制压力容器及元件的不锈钢带极堆焊 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 jb4708-92钢制压力容器焊接工艺评定 zbg93008-88尿素高压设备堆焊工艺评定和焊工技能评定 cwcec8-a11s-95尿素高压设备埋弧和手工堆焊工艺评定 3焊接材料 3.1
焊条电弧焊堆焊双相不锈钢2205工艺研究 焊条电弧焊堆焊双相不锈钢2205工艺研究
格式:pdf
大小:359KB
页数:3P
4.5
对双相不锈钢2205堆焊工艺进行分析,采用小电流、快速焊、水中冷却的工艺规范,使用国产e309mol(φ4mm)和e2209(φ4mm)型焊条分别进行过渡层和复层的堆焊;复层铁素体面积含量达到47.14%,通过常规力学性能试验、fecl3溶液点蚀试验和naoh溶液电解腐蚀试验,无金属析出物,化学成分满足堆焊e2209型要求,堆焊面层硬度在23.8~24.7hrc之间,成功堆焊出满足使用要求的双相钢堆焊层。
2205型双相不锈钢带极电渣堆焊材料的研制精华文档
双相不锈钢2205的埋弧焊焊接 双相不锈钢2205的埋弧焊焊接
格式:pdf
大小:240KB
页数:4P
4.4
本文通过对双相不锈钢采用埋弧焊焊接,通过外观、力学性能及其它性能的检验,结果表明:埋弧焊焊接在双相不锈钢压力容器设备中,完全能焊制出符合制造标准要求的焊接接头,提高生产效率。

2205双相不锈钢的制造规定.
格式:pdf
大小:11KB
页数:4P
4.4
2205双相不锈钢的制造规定 1.2205双相不锈钢的制造,检验,验收应符合《压力容器安全技术监察规程》、gb150-2011 《钢制压力容器》、gb151-2011《列管式换热器》的规定,且应满足本规定和施工图的 要求。 2.材料:2205双相不锈钢的材料(包括复合板材料)应满足《2205双相不锈钢采购技术 要求》的规定。 3.冷成型:成型后变形率超过10%的封头以及拼板后成型的封头,成型后应对封头进行固 溶处理,固溶处理的温度为1090℃。 注:变形率ε=(1.5δ/2rf)x(1-rf/r0)x100% 式中:ε=钢板变形率,% δ=钢板名义厚度,mm; rf=钢板弯曲后的中线半径,mm; r0=钢板弯曲前的中线半径,mm;对于平板r0=∝,mm; 4.热成型:所有热成型加工,在成型后均应进行固溶处理。 注:对于复合板设备
2205双相不锈钢的知识
格式:pdf
大小:13KB
页数:6P
4.4
普及一下2205双相不锈钢的知识! ※双相不锈钢(duplexstainlesssteel)※ 双相不锈钢是一种铁素体相和奥氏体相共存的不锈钢,同时也是集优良的耐蚀性 能、高强度和易于加工制造等诸多优异性能于一身的钢种。 双相不锈钢已经有60多年的历史,世界上第一批双相不锈钢于1930年在瑞典生 产出来并用于亚硫酸盐造纸工业。 1968年不锈钢精炼工艺——氩氧脱碳工艺(aod)的发明,使一系列新的不锈钢 的产生成为可能。aod工艺带来的诸多进步之一就是合金元素n的添加。双相 不锈钢添加n元素可以使焊接状态下热影响区的韧性和耐蚀性能接近于基体金 属的性能,还可以降低有害金属间相的形成速率。 双相不锈钢同奥氏体不锈钢一样,是一种按腐蚀性能排序的钢种,腐蚀性能取决 于它们的合金成分。双相不锈钢一直在不断发展,现代的双相不锈钢可以分为四 种类型: 1、不含
2205双相不锈钢与304奥氏体不锈钢的焊接.
格式:pdf
大小:784KB
页数:17P
4.6
摘要: 采用焊条电弧焊(smaw,以e2209作填充材料对2205双相不锈钢与304奥氏 体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学 性能和合适双相比例的焊接接 头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材 侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响 区的显微硬度值高于304母材。对接头过渡层 进行xrd相结构分析, 未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头 呈明显韧性断裂特征。接头性能满足工程实际应用要求。关键词: 双相不锈钢;奥氏体不锈钢;异种金属;焊接工艺中图分类号: tg457.1文献标识码:a文章编号: 1001-2303(201101-0073-05第41卷第1期201

2205型双相不锈钢带极电渣堆焊材料的研制最新文档
2205双相不锈钢与304奥氏体不锈钢的焊接 2205双相不锈钢与304奥氏体不锈钢的焊接
格式:pdf
大小:787KB
页数:5P
4.4
采用焊条电弧焊(smaw),以e2209作填充材料对2205双相不锈钢与304奥氏体不锈钢异种金属焊接工艺进行研究,通过优化焊接工艺参数,获得了具有良好力学性能和合适双相比例的焊接接头。接头力学性能测试表明,拉伸试样断裂发生在强度相对较低的304母材侧;2205母材侧热影响区的显微硬度值高于焊缝和2205母材,而304母材侧热影响区的显微硬度值高于304母材。对接头过渡层进行xrd相结构分析,未发现m23c6、cr2n和σ等有害相析出,接头拉伸断口扫描观察表明,接头呈明显韧性断裂特征。接头性能满足工程实际应用要求。
双相不锈钢2205换热器的焊接 双相不锈钢2205换热器的焊接
格式:pdf
大小:300KB
页数:4P
4.5
气提塔顶换热器是中油吉化炼油装置中的一项重要设备,它关系到整个系统的生产效率。以往由于换热器壳体采用普通容器钢20r钢、16mn管板+20钢的列管制造,耐应力腐蚀和抗点蚀的性能较差,经常出现腐蚀泄漏,严重影响生产正常进行。将换热器的管板和换热管改用双相不锈钢2205钢制造,有效改善了腐蚀泄漏现象,使该装置能保证常年正常运行。
(整理)双相不锈钢2205.
格式:pdf
大小:519KB
页数:24P
4.7
精品文档 精品文档 duplexsaf2205:双相不锈钢 双相不锈钢(duplexstainlesssteel,简称dss),指铁素体与奥氏体 各约占50%,,一般较少相的含量最少也需要达到3o%的不锈钢。 双相不锈钢从20世纪40年代在美国诞生以来,已经发展到第三代。 它的主要特点是屈服强度可达400-550mpa,是普通不锈钢的2倍, 因此可以节约用材,降低设备制造成本。在抗腐蚀方面,特别是介质 环境比较恶劣(如海水,氯离子含量较高)的条件下,双相不锈钢的 抗点蚀、缝隙腐蚀、应力腐蚀及腐蚀疲劳性能明显优于普通的奥氏体 不锈钢,可以与高合金奥氏体不锈钢媲美。 双相不锈钢具有良好的焊接性能,与铁素体不锈钢及奥氏体不锈钢相 比,它既不像铁素体不锈钢的焊接热影响区,由于晶粒严重粗化而使 塑韧性大幅降低,也不像奥氏体不锈钢那样,对焊接热裂纹比较敏感。 双相不锈钢
双相不锈钢2205换热器的焊接 双相不锈钢2205换热器的焊接
格式:pdf
大小:259KB
页数:4P
4.7
在中油吉化炼油装置中,气提塔顶换热器是一项重要设备,它关系到整个系统的生产效率。以往,由于换热器的壳体采用了普通容器用钢20r钢、q345(16mn)管板+20钢的列管制造,耐应力腐蚀和抗点蚀的性能较差,经常出现腐蚀泄漏,严重影响生产的正常进行。因
 国产不锈钢带极堆焊材料的堆焊工艺
国产不锈钢带极堆焊材料的堆焊工艺 国产不锈钢带极堆焊材料的堆焊工艺
格式:pdf
大小:227KB
页数:未知
4.4
对国产不锈钢带极堆焊材料的工艺和性能进行了试验研究,采用几种不同的堆焊工艺和方法进行对比试验,制订几套较为合理的焊接工艺,满足不同焊接条件下的焊接需求
双相不锈钢带极电渣堆焊工艺比较及选用 双相不锈钢带极电渣堆焊工艺比较及选用
格式:pdf
大小:545KB
页数:未知
4.8
文中叙述了带过渡层和不带过渡层两种形式的双相不锈钢带极电渣堆焊工艺评定的条件和过程,分析比较了试验结果,两者侧弯试验、化学成分、无损检测、硬度试验等指标差别不大,均合格,其焊接工艺均可行。得出了不带过渡层堆焊工艺是一种优点明显的新方法的结论。工程应用表明,其工艺性能稳定可靠。
不锈钢带极电渣焊用烧结焊剂JWF205D的研制 不锈钢带极电渣焊用烧结焊剂JWF205D的研制
格式:pdf
大小:293KB
页数:4P
4.5
研制了一种新型的不锈钢带极电渣焊用烧结焊剂jwf205d,其渣系为caf2-al2o3-cao-sio2-mgo。该焊剂在焊接开始时能快速形成电渣熔池,在15m/h快速焊接条件下仍能保持稳定的电渣过程,焊接过程中飞溅小,堆焊层成形质量好,热脱渣性能优良。其为一剂多带设计,可配合多种型号的不锈钢焊带单层或多层堆焊,且熔渣碱度较高,合金元素烧损少,所得堆焊层的化学成分及各项性能指标均符合相关标准规定及用户技术协议要求。

双相不锈钢2205化学成份,及其性能
格式:pdf
大小:32KB
页数:3P
4.8
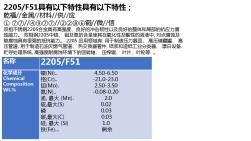
双相不锈钢2205化学成份,及其性能(2009/04/1717:38) 双相不锈钢2205(00cr22ni5mo3n,s31803)的化学成份% 牌号c ≤ mn ≤ p ≤ s ≤ si ≤ nicrmon 22050.0302.00.030.021.04.5-6.521-232.5-3.50.08-0.2 双相不锈钢2205(00cr22ni5mo3n,s31803)的机械性能 牌号温度/状态屈服强度 σb ≥(ksi) 抗拉强度σ0.2 ≥(ksi) 伸长率δ 标距2in或50mm(或4d),≥,% 2205的板70oc/退火7510535 2205的板200oc/退火5090 2205的板400oc/退火4580 2205的板600oc/退火4079 双相不锈钢2205的
2205型双相不锈钢带极电渣堆焊材料的研制相关
文辑推荐
知识推荐
百科推荐


职位:装修预算员
擅长专业:土建 安装 装饰 市政 园林


