

关于20g埋弧焊接头冷弯开裂原因的分析
格式:pdf
大小:485KB
页数:3P
人气 :51
 4.8
4.8
一、简述20g 是我国锅炉、压力容器制造行业中使用较早,比较常用的钢种。但近些年来锅炉生产厂家发现一个共性问题,即20g 埋弧焊产品试板接头冷弯经常出现开裂,超出标准范围,从而影响了产品质量,增加生产成本,产品不能按时交付使用。这一现象引起了全国焊接界的关注,许多专家学者对此进行了较细致的研究和探讨,应用电镜观察断口形态,取得了很大的成果,并能反馈到生产中,给予指



 锅炉钢20g和20K埋弧焊接头冷弯开裂的研究
锅炉钢20g和20K埋弧焊接头冷弯开裂的研究 锅炉钢20g和20K埋弧焊接头冷弯开裂的研究
本文通过锅炉钢20g和20k埋弧焊接头冷弯试件断口的金相分析,认为冷弯开裂主要是在接头熔合区附近,由于焊接热的作用,在接头的熔合区产生结晶裂纹和液化裂纹,冷弯时导致这些显微裂纹的扩展。经分析和试验表明:母材的含碳、硫和磷量是影响20g和20k钢热裂敏感性的重要冶金因素,而线能量大小则是冷弯开裂的外界因素。只有严格控制母材的含硫、磷量小于0.02%以下,含碳量小于0.2%以下,才能提高冷弯合格率。针对板厚为12~14mm的20g和20k钢,根据研究结果给出了可以提高这两种钢冷弯合格率的埋弧焊最佳工艺规范参数。
20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究 20g中厚板埋弧自动焊焊接接头冷弯开裂的试验研究
我厂长期采用埋弧自动焊工艺焊接20g中厚板,制造锅炉、压力容器的筒体等受压元件。代表筒体焊接质量的焊接试板均能通过《蒸汽锅炉安全监察规程》及《压力容器安全监察规程》所规定的各项性能。产品焊接接头质量一直很稳定。但是,今年以来,在焊接工艺
编辑推荐下载
20g埋弧自动焊焊接接头冷弯开裂的研究 20g埋弧自动焊焊接接头冷弯开裂的研究
格式:pdf
大小:344KB
页数:2P
4.5
通过对比分析试验找出20g埋弧焊焊接接头冷弯开裂的原因,提出了防止冷弯开裂和提高冷弯合格率的措施。
异种钢焊接接头冷弯开裂的原因浅析 异种钢焊接接头冷弯开裂的原因浅析
格式:pdf
大小:445KB
页数:3P
4.7
本文针对icr8ni9ti—q235a异种钢对接接头工艺评定中的冷弯试样开裂的原因进行了分析,从工艺上改进了焊接工艺评定试验.采用a302焊条先在q235a低碳钢一侧堆焊接一层保护性过渡层,然后对接焊接异种钢焊接接头;或用台湾产ts-309不锈钢电焊条直接对接焊接异种钢焊接接头,其冷弯试样按现行相应标准要求,冷弯检验全部合格.针对目前异种钢焊接接头冷弯检验缺乏明确的评定标准的情况,参考国家标准的有关规定和一些容器厂现行采用的标准,建议有关国家标准补充异种钢焊接接头的冷弯试验要求.
20g埋弧焊接头冷弯开裂原因的分析热门文档
双丝埋弧焊接头性能研究 双丝埋弧焊接头性能研究
格式:pdf
大小:675KB
页数:5P
4.6
在16mn钢板上进行双丝自动埋弧焊工艺试验,得到了不同焊接速度下的焊件。对不同工艺参数下得到的焊接接头试样进行了拉伸试验、硬度测试以及金属显微组织观察,并计算了双丝自动埋弧焊时的熔敷率。结果表明:采用双丝埋弧焊得到的焊缝外形美观;金属熔敷率与焊接速度成反比;随着焊接速度的降低焊接线能量相应的增大,较长的高温停留时间会促使接头金属组织长大;不同焊接速度下得到的接头抗拉强度和屈服强度有明显区别。随焊接速度增大,焊缝金属硬度提高,接头金属韧性降低。
20g钢板焊接接头冷弯开裂研究成果总结评定与交流会 20g钢板焊接接头冷弯开裂研究成果总结评定与交流会
格式:pdf
大小:299KB
页数:2P
4.4
20g锅炉钢板埋弧自动焊焊接接头冷弯开裂是近几年来在锅炉、压力容器和电站辅机制造行业中出现的一个共性问题,又被认为是一个不太容易解决的问题.现由上海发电设备成套设计研究所负责并组织有关制造厂共13个单位建立的课题组,通过近两年的试验研究,弄清了冷弯开裂产生原因,提出了防止措施,达到了预期研究目的.
Q345R双面埋弧焊接头组织分析 Q345R双面埋弧焊接头组织分析
格式:pdf
大小:449KB
页数:3P
4.8
采用双面埋弧焊方法焊接了20mm厚的q345r钢,分析了接头焊缝区及热影响区的组织并进行了显微硬度测试。组织分析表明,焊接接头焊缝区为柱状晶,组织为先共析铁素体、少量针状铁素体和珠光体;热影响区靠近焊缝处为等轴晶,组织为先共析铁素体+少量珠光体,离焊缝较远处为铁素体与珠光体相间的带状组织,珠光体有一定程度的减少。显微硬度分布表明,接头热影响区硬度最高,焊缝硬度高于母材硬度。
超高强钢等离子弧焊接头冷弯性能分析 超高强钢等离子弧焊接头冷弯性能分析
格式:pdf
大小:284KB
页数:3P
4.4
通过与氩弧焊的对比试验,分析了焊后热处理强化的超高强钢等离子弧焊接头冷弯性能不足的原因,研究表明焊后热处理并不能完全改善haz的结晶形态,接头的一次结晶组织、焊缝化学成分以及焊缝形状是影响接头冷弯性能的主要原因,并提出了用焊趾重熔和增强焊缝塑性的方法来改善接头冷弯性能.
X80螺旋埋弧焊管对接环焊接头失效裂纹分析 X80螺旋埋弧焊管对接环焊接头失效裂纹分析
格式:pdf
大小:545KB
页数:6P
4.6
通过化学成分、微观组织、断口形貌分析等方法对某管线建设中x80螺旋埋弧焊管环焊接头裂纹产生的原因进行了研究。结果表明,裂纹出现于对接焊缝焊趾处,呈现沿晶+穿晶的开裂形貌,属于焊接冷裂纹。焊接接头气孔、夹渣和焊接死口处拘束应力过高是裂纹产生的主要原因,焊接工艺不当是裂纹产生的直接诱因,焊接前对管径周向全尺寸进行预热是防止该裂纹产生的主要途径。
20g埋弧焊接头冷弯开裂原因的分析精华文档
双丝和单丝自动埋弧焊接头性能研究 双丝和单丝自动埋弧焊接头性能研究
格式:pdf
大小:236KB
页数:4P
4.8
在相同的焊接线能量条件下,对16mn钢分别进行单丝直流及交流埋弧焊和双丝埋弧焊。对三种埋弧焊焊接所获得的焊接接头进行了力学性能测试,并对断口形貌和组织进行了分析。研究结果表明,双丝埋弧焊获得的接头焊缝区金属的韧性降低,焊缝区和熔合区附近出现了魏氏组织,熔合区附近断口呈韧窝状,焊缝中心断口呈现解理断口。采用双丝和单丝埋弧焊所获得的焊接接头金属硬度值变化不显著。
F52法兰/X52接管环焊接头开裂原因浅析 F52法兰/X52接管环焊接头开裂原因浅析
格式:pdf
大小:412KB
页数:4P
4.5
通过化学成分、微观组织、断口形貌分析等方法对某管线场站建设中f52法兰/x52接管环焊接头裂纹产生的原因进行了研究。结果表明,裂纹出现于打底焊缝f52法兰侧的近缝区,呈现出沿晶+穿晶的开裂形貌,属于焊接冷裂纹。打底焊法兰侧近缝区的粗大马氏体是裂纹产生的主要原因,焊接工艺不当是裂纹产生的直接诱因,控制f52法兰的化学成分和适当的打底焊前预热是防止该裂纹产生的主要途径。
焊接接头纵向冷弯试验分析 焊接接头纵向冷弯试验分析
格式:pdf
大小:350KB
页数:2P
4.3
焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
20G/316L双金属复合管弧焊接头组织与性能 20G/316L双金属复合管弧焊接头组织与性能
格式:pdf
大小:1.2MB
页数:6P
4.8
对20g内衬316l复合管进行了tig焊对接试验,并对接头进行了拉伸、弯曲、冲击、压力测试以及无损探伤,利用光学、扫描电子显微镜以及化学分析方法对接头组织和主要合金元素的扩散进行了分析.结果表明,焊缝分为碳钢层、碳钢与过渡层间的扩散层、过渡层和不锈钢层四个区域.扩散层焊缝组织为马氏体+残余奥氏体,过渡层为奥氏体组织,而不锈钢层则为胞状树枝晶.在试验参数下,接头各项力学性能优良,接头无缺陷.焊缝根部ni,cr合金元素与焊接材料相比无明显变化,采用过渡焊丝起到了保持根部焊缝合金元素含量的作用.
钛合金活性焊剂氩弧焊接头组织分析
格式:pdf
大小:213KB
页数:4P
3
钛合金活性焊剂氩弧焊接头组织分析——采用北京航空制造工程研究所研制的ftr一0l钛合金活性焊剂进行了a·tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了...
20g埋弧焊接头冷弯开裂原因的分析最新文档
钛合金活性焊剂氩弧焊接头组织分析 钛合金活性焊剂氩弧焊接头组织分析
格式:pdf
大小:1.0MB
页数:4P
4.4
采用北京航空制造工程研究所研制的ft-01钛合金活性焊剂进行了a-tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了测试和分析。结果表明,钛合金活性焊剂对焊接接头的宏观组织形貌有明显影响,但对焊接接头的化学组成没有影响。
提高 A3钢埋弧自动焊焊接接头冷弯性能的途径 提高 A3钢埋弧自动焊焊接接头冷弯性能的途径
格式:pdf
大小:314KB
页数:2P
4.5
工艺试验证明,选用h08mna焊丝焊接a3钢,可提高焊接接头冷弯性能。从而改变通常使用h08a焊丝焊接冷弯试验难以满足要求的现象.

点焊接头的设计
格式:pdf
大小:41KB
页数:3P
4.8
点焊接头的设计 点焊通常采用搭接接头和折边接头接头可以由两个或两个以上等厚度或不等厚 度的工件组成。在设计点焊结构时,必须考虑电极的可达性,即电极必须能方便 地抵达工件的焊接部位。同时还应考虑诸如边距、搭接量、点距、装配间隙和焊 点强度诸因素。 边距的最小值取决于被焊金属的种类,厚度和焊接条件。对于屈服强度高的 金属、薄件或采用强条件时可取较小值。 搭接量是边距的两倍,推荐的最小搭接量见表1。 表1接头的最小搭接量(mm)3 最薄板件 厚度 单排焊点双排焊点 结构钢 不锈钢及 高温合金 轻合金结构钢 不锈钢及 高温合金 轻合金 0.5 0.8 1.0 1.2 1.5 2.0 2.5 3.0 3.5 4.0 8 9 10 11 12 14 16 18 20 22 6 7 8 9 10 12 14 16 18
X80级海洋隔水管埋弧焊接头CTOD试验研究 X80级海洋隔水管埋弧焊接头CTOD试验研究
格式:pdf
大小:365KB
页数:6P
4.6
依据英国bs7448断裂韧性试验标准,对x80级海洋隔水管埋弧焊接头进行了低温ctod(裂纹尖端张开位移)试验研究,测试了x80级533mm×25.4mm海洋隔水管对焊接头在0℃下焊缝中心和热影响区的ctod断裂韧性。试验结果表明:0℃下焊接热影响区的ctod值大于焊缝中心,即焊接热影响区的低温断裂韧性好于焊缝中心;0℃下对焊接头焊缝中心和热影响区的试样中超过半数在启裂时就发生失稳断裂,焊缝中心试样失稳断裂的比例更大,失稳现象与裂纹扩展方向上存在的脆性区域有关,脆性区域越大失稳现象越显著。
手工电弧焊接头
格式:pdf
大小:1.7MB
页数:7P
4.3
二、公路篇 1 第四章钢筋工程 第4节钢筋手工电弧焊 1.适用范围 公路工程及市政公用工程钢筋连接钢筋直螺纹接头施工。 2.施工流程 3.控制要点(为更能说清楚,可以图文并茂,也可不插) 3.1钢筋下料 钢筋切口端面应与钢筋轴线基本垂直,宜用切断机和砂轮切 断,钢筋头部不能呈马蹄形和挠曲,出现挠曲时应调直,不得用气 割下料。 3.2钢筋直螺纹加工 必须使用合格滚丝机加工钢筋端头螺纹。螺纹的牙形、螺距等 必须与连接套牙形、螺距一致。 加工钢筋端头螺纹,应采用水溶性润滑液,不得使用油性润滑 液。 钢筋丝头商都应满足产品设计要求,极限偏差应为0~2p。 为防止堆放、吊装、搬运过程弄脏或碰坏钢筋头螺纹,要求检 验合格后的钢筋端头戴上保护帽或拧上连接套,钢筋班组人员应每 日进行检查,发现缺少保护帽及时补充。 3.3钢筋连接 连接钢筋时,钢筋规格和连接套筒的规格应该一致,并确保
20g钢(板厚20mm)埋弧自动焊焊接工艺评定
格式:pdf
大小:179KB
页数:8P
4.5
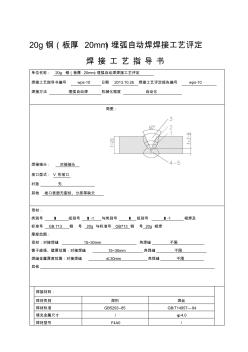
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
20g钢板厚20mm埋弧自动焊焊接工艺评定
格式:pdf
大小:179KB
页数:8P
4.5
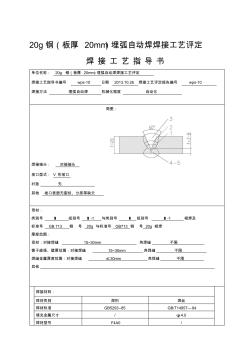
20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书 单位名称:20g钢(板厚20mm)埋弧自动焊焊接工艺评定 焊接工艺指导书编号wps-10日期2013.10.26焊接工艺评定报告编号wps-10 焊接方法埋弧自动焊机械化程度自动化 简图: 焊接接头:对接接头 坡口型式:v形坡口 衬垫无 其他坡口表面无裂纹、分层等缺欠 母材: 类别号ⅰ组别号ⅰ-1与类别号ⅰ组别号ⅰ-1相焊及 标准号gb713钢号20g与标准号gb713钢号20g相焊 厚度范围: 母材:对接焊缝15~30mm角焊缝不限 管子直径、壁厚范围:对接焊缝15~30mm角焊缝不限 焊缝金属厚度范围:对接焊缝≤30mm角焊缝不限 其他 焊接材料: 焊材类别焊剂焊丝 焊材标准gb5293--85gb/t1
EH40船板钢大热输入埋弧焊接头韧化机理研究 EH40船板钢大热输入埋弧焊接头韧化机理研究
格式:pdf
大小:2.8MB
页数:8P
4.8
对eh40船板钢进行大热输入(103kj/cm)埋弧焊接,通过拉伸、冲击试验,利用金相显微镜、扫描电镜、透射电镜和电子背散射衍射技术分析焊接接头的组织和力学性能。结果表明,焊缝金属组织为大量针状铁素体、少量先共析铁素体和少量m-a组元。大量晶内针状铁素体的生成分割了原奥氏体晶粒,焊缝有效晶粒尺寸为3.2μm。焊缝分析区域内大角度晶界比例为78.6%,大角度晶界主要分布在50°~60°,对焊缝冲击韧度非常有利。m-a组元尺寸较小,数量较少且均匀分布,不会对焊缝金属的韧性产生不利影响。焊接热影响区粗晶区的组织为贝氏体、针状铁素体和先共析铁素体。高熔点颗粒状析出相(tio、al2o3、mgo、tin)的存在抑制粗晶区晶粒的长大,促进针状铁素体的形成,改善了该区域的冲击性能。力学性能试验结果表明焊接接头的强度高于母材,强韧性匹配良好,与组织分析结果一致。
20g埋弧焊接头冷弯开裂原因的分析相关
文辑推荐
知识推荐
百科推荐


职位:市政水电安装工程师
擅长专业:土建 安装 装饰 市政 园林


