

1Cr17不锈钢管与Q235钢管焊接
格式:pdf
大小:287KB
页数:2P
人气 :79
 4.5
4.5
1Cr17不锈钢管与Q235钢管的焊接属于异种钢焊接,焊接接头容易出现裂纹缺陷。通过认真分析,选用合适的焊接工艺并进行适当的焊后热处理,且采用单面焊双面成形是可以避免裂纹缺陷的产生,获得很好的焊接质量。



 1Cr17不锈钢管与Q235钢管的焊接工艺研究
1Cr17不锈钢管与Q235钢管的焊接工艺研究 1Cr17不锈钢管与Q235钢管的焊接工艺研究
针对工业管道异种钢焊管在使用过程中经常出现裂纹的问题,分析了1cr17不锈钢与q235钢熔焊的焊接性,总结了切实可行的焊接工艺措施,为管道建设与维修提供技术依据。
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究 Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究
q235碳钢与1cr13不锈钢的焊接属于异种钢焊接,而1cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。
编辑推荐下载
不锈钢管tig和mig补焊焊接工艺规范
格式:pdf
大小:1.4MB
页数:11P
4.3
不锈钢管tig和mig补焊焊接工艺规范 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在汽车零部件生产中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:工程技术中心; 本规范制定日期:2011-9-20 不锈钢管焊接工艺规范 1范围 本规范规定了不锈钢管焊接的材料、焊工、工作场所、设备、装配要求、焊接工艺和焊缝检验。 本规范适用于不锈钢管和法兰的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本
不锈钢管的现场焊接工艺 不锈钢管的现场焊接工艺
格式:pdf
大小:132KB
页数:未知
4.3
针对不锈钢管件的广泛应用,其焊接要求也逐渐提高,本论文对不锈钢管的现场焊接工艺进行了分析探讨,并针对现场焊接过程中容易出现的焊接缺陷等问题.分析了形成的原因并有针对性的给出了若干预防措施.对于进一步提高不锈钢管的现场焊接工艺水平具有很好的借鉴意义。
1Cr不锈钢管与Q235钢管的焊接工艺研究热门文档

不锈钢管焊接工艺及热处理
格式:pdf
大小:19KB
页数:6P
4.8
不锈钢管焊接工艺及热处理 [我的钢铁]2009-02-0315:10:20 不锈钢管热处理 不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进 行生产过程中的中间热处理和最终的成品热处理,由于能够获得无氧化的 光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善 了钢管的质量,又克服了酸洗对环境的污染。 按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处 理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其 它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。 (2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小 时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。 (3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行 加热
高压不锈钢管焊接工艺
格式:pdf
大小:56KB
页数:3P
4.8
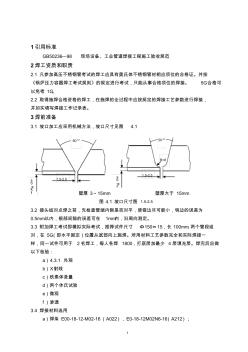
1 1引用标准 gb50236—98现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。5g合格可 以免考1g。 2.2取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1坡口加工应采用机械方法,坡口尺寸见图4.1 壁厚3~15mm壁厚大于15mm 图4.1坡口尺寸图1.5-2.5 3.2接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在1mm内,沿周向测定。 3.3附加焊工考试即模拟实际考试,推荐试件尺寸ф150×15,长1

1Cr不锈钢管与Q235钢管的焊接工艺研究精华文档

不锈钢管焊接工艺规范
格式:pdf
大小:55KB
页数:6P
4.8
沪东中华造船(集团)有限公司企业标准 companystandardofhudong-zhonghuashipbuilding(group)co.,ltd h&z562012-2002 不锈钢管焊接工艺规范 200×-××-××实施 造船(集团)有限公司 hudong-zhonghuashipbuilding(group)co.,ltd. h&z562012-2002 -i- 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在船舶建造中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:造船设计三所; 本规范归口部门:技术中心; 本规范制定日期:2002-12-20。 h&z562012-2002 -ii
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢管焊接工艺探究
格式:pdf
大小:1.7MB
页数:2P
4.4
奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺 1Cr18Ni9Ti奥氏体不锈钢管焊接工艺
格式:pdf
大小:86KB
页数:1P
4.7
1cr18ni9ti钢材由于cr元素含量较高,焊接时极易氧化。1cr18ni9ti奥氏体不锈钢管焊接时,当采用tig焊焊接,由于管材焊缝背部的高温金属无法进行有效保护,焊缝背部的高温金属与空气中的氧产生剧烈反应,导致焊缝根部的严重氧化和烧损。本文采用tig焊进行焊接,可有效避免焊缝根部氧化,实现焊接。
1Cr不锈钢管与Q235钢管的焊接工艺研究最新文档
 紫铜管与不锈钢管对接焊焊接工艺
紫铜管与不锈钢管对接焊焊接工艺 紫铜管与不锈钢管对接焊焊接工艺
格式:pdf
大小:377KB
页数:3P
4.7
通过对紫铜与不锈钢的焊接性能分析和试验,确定了合理的tig焊焊接工艺,获得了优质的焊接接头,解决了紫铜管与不锈钢管对接焊接的技术难题。
耐热不锈钢管TP316H的焊接工艺 耐热不锈钢管TP316H的焊接工艺
格式:pdf
大小:960KB
页数:4P
4.3
本文通过对某年产2万吨多晶硅工程项目合成装置转化系统tp316h耐热不锈钢管道化学成分分析,评定管道焊接工艺,从而制定了正确的焊接施工工艺,保证了该项目tp316h耐热不锈钢管道的焊接质量,为类似的管道焊接提供了技术工艺参数,具有很好的推广应用价值。
316N不锈钢管的焊接工艺探讨 316N不锈钢管的焊接工艺探讨
格式:pdf
大小:776KB
页数:未知
4.6
本文针对316n不锈钢应用于超导电缆导管的焊接工艺展开研究,首先对316n不锈钢管的化学成分、力学性能及金相组织进行检测,然后进行焊接工艺评定试验,试验结果数据显示,在拟定的焊接工艺参数下316n不锈钢管的各项指标均能满足实际使用需求。
 不锈钢管及复合不锈钢管焊接工艺
不锈钢管及复合不锈钢管焊接工艺 不锈钢管及复合不锈钢管焊接工艺
格式:pdf
大小:374KB
页数:2P
4.6
不锈钢—碳钢复合钢管与不锈钢管的焊接可看作是两种焊接工艺的组合:即不锈钢与不锈钢的焊接;不锈钢与碳钢的焊接。焊接过程中,复合管基层和复合管衬管的封焊属于异种金属的焊接;不锈钢管与复合管衬管的打底焊属于同种金属的焊接;不锈钢管与复合管基层的填充焊属于异种金属的焊接。由此得知,每种焊接材料和焊接工艺的选择由复合管的衬管、基层和不锈钢的材料决定。
超低碳不锈钢管-管板的焊接工艺试验与应用 超低碳不锈钢管-管板的焊接工艺试验与应用
格式:pdf
大小:373KB
页数:3P
4.5
超低碳不锈钢316l管-管板的焊接采用手工钨极氩弧焊,对316l不锈钢的焊接性进行了分析和研究,通过工艺试验,证明了焊接工艺的可靠性,并在不锈钢浓h2so4冷却器阳极保护(管壳式)设备的焊接中取得了满意的效果。
1Cr不锈钢管与Q235钢管的焊接工艺研究相关
文辑推荐
知识推荐
百科推荐


职位:暖通专业负责人
擅长专业:土建 安装 装饰 市政 园林


