

1Cr5Mo中合金耐热钢管的焊接
格式:pdf
大小:26KB
页数:2P
人气 :99
 4.5
4.5
1Cr5Mo属于中合金耐热钢,合金元素含量和碳当量高,焊接性差。采用母材加工焊丝的方法替代标准焊丝,克服了采购不到焊接材料的困难,解决了生产急需。通过试验研究,制订了合理、可行的焊接工艺,生产出质量合格的产品。



 耐热钢1Cr5Mo炉管与ZG25弯头的焊接
耐热钢1Cr5Mo炉管与ZG25弯头的焊接 耐热钢1Cr5Mo炉管与ZG25弯头的焊接
本文介绍采用奥氏体填充材料进行1cr5mo与zg25异种母材焊接的焊接工艺和操作要领,进一步对焊接过程中易出现的问题进行分析并提出解决途径。焊后经100%射线检测,ⅱ级片合格率达到95%。
编辑推荐下载
1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究 1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究
格式:pdf
大小:826KB
页数:5P
4.8
通过分析1cr5mo钢的焊接性,介绍了当前应用于该钢种的三种不同的焊接工艺方法。通过比较三种焊接工艺方法所获得焊接接头性能差异和特点,提出在具备焊后热处理条件和大规模施焊情况下应尽可能采用同质材料进行焊接,以避免接头在运行中出现早期失效,降低焊接成本。在不具备热处理条件或现场维修量少的情况下,也可采用异质材料进行焊接。但是,为保证接头在长期高温运行下不出现低韧性脆性断裂,建议采用新型低铬高锰型ar617焊条焊接1cr5mo,该焊条焊接工艺性能优良,通过生产实践和对服役44000h的接头取样观察,使用性能稳定,完全满足生产要求,其焊接工艺条件相对简单。
1Cr5Mo耐热钢的焊接工艺试验及施工 1Cr5Mo耐热钢的焊接工艺试验及施工
格式:pdf
大小:133KB
页数:5P
4.3
依据1cr5mo钢炉管的化学成份与力学性能,选用hcr5mo焊丝和r507焊条,采用氢弧焊打底(管子内充氩气保护),手工焊盖面的焊接方法(焊口预热温度为300℃),对1cr5mo钢炉管进行焊接,焊后立即包以保温材料缓冷,24h后进行100%的x射线探伤,然后对焊口进行热处理(750℃×2h)。对1cr5mo钢炉管进行焊接试验表明,接头焊缝的力学性能完全达到gb150-89标准中的要求,热处理后,
1Cr5Mo中合金耐热钢管焊接热门文档
奥氏体焊条AR617在1Cr5Mo钢管焊接中的应用
格式:pdf
大小:261KB
页数:3P
3
奥氏体焊条ar617在1cr5mo钢管焊接中的应用——利用新型低铬高锰奥氏体焊条ar617焊接1crsmo珠光体耐热钢管,做了焊接工艺评定,分别对其焊缝进行了拉伸、弯曲和冲击试验,并通过金相照片对焊缝的微观组织进行了分析。结果证明,工艺评定焊缝的各项力学性能指标均...
1Cr5Mo管道焊接方案
格式:pdf
大小:55KB
页数:7P
4.5
1cr5mo合金钢管焊接及热处理方案 审批: 审核: 编制: 江苏江安集团有限公司 目次 1范围..........................................................3 2焊接方法及焊材................................................3 3坡口加工及要求................................................4 4焊前预热......................................................4 5焊接..........................................................5 6焊后热处理..............
 厚板1Cr5Mo焊接工艺分析
厚板1Cr5Mo焊接工艺分析 厚板1Cr5Mo焊接工艺分析
格式:pdf
大小:180KB
页数:4P
4.6
针对厚80mm的1cr5mo钢板的焊接,从脆硬倾向和再热裂纹两方面分析了母材的焊接性;从焊接方法、焊接材料、焊接坡口、焊前预热、焊后热处理的选择进行了焊接工艺探讨;并按照标准jb4708-2000进行了焊接工艺评定,拉伸、弯曲和冲击韧性试验均符合标准要求,从而确定了厚板1cr5mo的焊接工艺要点是:控制预热温度和层间温度,选择合理的焊接工艺参数,焊后立即进行中间热处理和最终整体热处理,从而保证了产品的焊接质量。
1Cr5Mo中合金耐热钢管焊接精华文档
1Cr5Mo焊接工艺评定
格式:pdf
大小:85KB
页数:5P
4.5
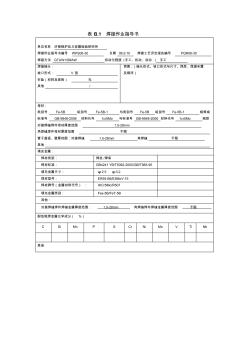
表b.1焊接作业指导书 单位名称济南锅炉压力容器检验研究所 焊接作业指导书编号wps06-30日期06.9.10焊接工艺评定报告编号pqr06-30 焊接方法gtaw+smaw机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:v型 衬垫(材料及规格)无 其他/ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置 及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb-9948-2006材料代号1cr5mo与标准号gb-9948-2006材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围1.5-28mm 角焊缝焊件母材厚度范围不限 管子直径、壁厚范围:对接焊缝1.5-28mm角焊缝不限 其他 填充金属: 焊材类别:焊丝/焊条 焊材标准:gb424
耐热钢Cr5Mo与不锈钢316L的焊接 耐热钢Cr5Mo与不锈钢316L的焊接
格式:pdf
大小:161KB
页数:3P
4.5
在锦州石化公司一套常减压装置检修中,新建减压炉一台,这台炉辐射室包括44根耐热钢cr5mo炉管和20根不锈钢316l炉管。cr5mo炉管焊接采用φ1.6mm焊丝(h1cr5mo)氩弧焊打底,其余各层用φ3.2mm焊条电弧焊r507(e1-5mov-15)填充。
1Cr5Mo管道焊接步骤和规范要求
格式:pdf
大小:35KB
页数:2P
4.3
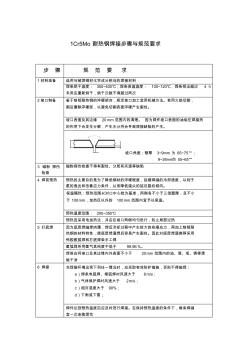
1cr5mo耐热钢焊接步骤与规范要求 步骤规范要求 1材料准备选用与被焊钢材化学成分相当的焊接材料 焊条烘干温度:350~400℃;焊条保温温度:100~120℃,焊条领出超过4h 未用应重新烘干,烘干次数不得超过两次 2坡口制备鉴于铬钼耐热钢的淬硬倾向,规定坡口加工宜用机械方法。若用火焰切割, 割后磨除淬硬层,以避免切割表面淬硬产生裂纹。 坡口表面及其边缘20mm范围内的清理。因为焊件坡口表面的油垢在焊接热 的作用下会发生分解,产生水分将会导致焊接缺陷的产生。 坡口角度:管厚3~9mm为65~75°; 9~26mm为55~65° 3磁粉探伤 检查 磁粉探伤检查不得有裂纹、分层和夹渣等缺陷 4焊前预热预热的主要目的是为了降低钢材的淬硬程度,延缓焊缝的冷却速度,以利于 氢的逸出和改善应力条件,从而降低接头的延迟裂纹倾向。 保温隔热:预热范围以

1Cr5Mo管道焊接工艺标准
格式:pdf
大小:52KB
页数:8P
4.6
1cr5mo合金钢管焊接及热处理工艺标准 xxxxx有限责任公司 前言 本工艺标准根据《钢制压力容器焊接工艺评定》nb/t47014- 2011和现行《钢制压力容器焊接规程》jb/t47015-2011编制。参考 李亚江等主编的《实用焊接技术手册》。rt射线探伤表明,严格按照本 施工工艺进行焊接的焊缝100%合格。 编制人:xxx 目次 1范围..................................................................................................................................................................4 2焊接方法及焊材..................................
1Cr5Mo中合金耐热钢管焊接最新文档
1Cr5Mo合金钢管热处理工艺 1Cr5Mo合金钢管热处理工艺
格式:pdf
大小:3.2MB
页数:4P
4.5
通过实验室实验,对1cr5mo合金钢管在不同热处理制度下的性能进行分析,得出退火温度、退火保温时间如何影响1cr5mo合金钢管各项力学性能,选择最佳热处理制度应用于工厂规模化生产。从实验结果可以得出1cr5mo合金钢管优化的热处理工艺为:退火温度880~920℃,保温2h。按上述优化工艺获得钢管的最佳力学性能为:抗拉强度极限615mpa、屈服强度505mpa、伸长率23%、冲击功280j、硬度≤180hb;组织晶粒度为10级,各项性能均满足标准和用户的使用要求。

crmog耐热钢管道焊接施工工法
格式:pdf
大小:20KB
页数:12P
4.7
15crmog耐热钢管道焊接施工工法 1前言 耐热钢中以珠光体铬钼耐热钢应用最广,因为这类钢一般适用于350-550℃ 之间,同时,这类钢的合金元素含量相对较少,一般都属于低合金钢的范畴,因 为合金钢是在碳钢中加入少量的合金元素,钢的性能就发生了变化,就得到了碳 钢所没有的性能,即耐高温、抗氧化、抗蠕化和良好的持久强度,由于合金元素 小于%,所以称作低合金,简称合金钢。它的耐热性和强度均超过不锈钢,但是 价格比不锈钢便宜得多,适用于在各种高温高压条件下工作的介质管道。例如在 攀钢煤化工厂外线工艺管道施工项目中,该工程管道φ273×11共1200米,其 设计温度为480℃,设计压力为,并且管道材质为15crmog耐热合金钢,这类 高温高压的特殊材质管道以前我公司未施工过,所以还没有完善和成熟的施工工 艺及经验可以借鉴。由于合金
耐热钢管管道焊接裂纹控制 耐热钢管管道焊接裂纹控制
格式:pdf
大小:72KB
页数:1P
4.4
主要阐述了耐热钢管道焊接裂纹产生的主要原因,从焊接材料和焊接规范的选择两方面对焊接裂纹的控制机理进行了分析,并结合工程实例,对耐热钢管道焊接方法进行描述,总结出有效防治耐热钢管道焊接裂纹的措施。
1Cr5Mo合金钢管热处理工艺研究 1Cr5Mo合金钢管热处理工艺研究
格式:pdf
大小:582KB
页数:3P
4.7
文章通过实验室实验,对1cr5mo合金钢管在不同热处理制度下性能进行了研究,选择最佳热处理制度应用于工厂规模化生产。从实验室研究结果可以得出1cr5mo合金钢管优化的热处理工艺为:退火温度880~920℃,保温2.0h,按上述优化工艺获得钢管各项性能均满足标准和用户的使用要求。

1Cr5Mo焊接工艺评定报告1
格式:pdf
大小:195KB
页数:8P
4.3
焊接工艺评定报告 课题管对接焊 评定报告编号pqr-12-08-1 评定日期 焊接方法手工钨极氩弧焊 焊接材料h1cr5mo 山东中凯重工集团 2 预焊接工艺规程共3页第1页 单位名称山东中凯重工集团 预焊接工艺规程编号pwps12-08-1日期所依据焊接工艺评定报告编号 焊接方法手工钨极氩弧焊机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:y型 衬垫(材料及规格)/ 其它/ 简图:(接头形式、坡口形式与尺寸、焊道布置及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb/t14957材料代号1cr5mo与标准号gb/t14957材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围
12Cr1MoVG低合金耐热钢管焊接工艺 12Cr1MoVG低合金耐热钢管焊接工艺
格式:pdf
大小:100KB
页数:未知
4.7
在石化项目施工中,其锅炉工艺配管大量使用12cr1movg低合金耐热钢材料,以保证高温高压设备长期工作的可靠性和经济性以覆施工焊接质量。通过查阅相关资料,针对耷159×16mm低合金耐热钢管焊接性分析及焊接特点,进行了焊接工艺评定试验,制定了合理的焊接工艺。
1Cr5Mo耐热钢的焊接工艺试验及施工 1Cr5Mo耐热钢的焊接工艺试验及施工
格式:pdf
大小:133KB
页数:未知
4.4
依据1cr5mo钢炉管的化学成份与力学性能,选用hcr5mo焊丝和r507焊条,采用氢弧焊打底(管子内充氩气保护),手工焊盖面的焊接方法(焊口预热温度为300℃),对1cr5mo钢炉管进行焊接,焊后立即包以保温材料缓冷,24h后进行100%的x射线探伤,然后对焊口进行热处理(750℃×2h)。对1cr5mo钢炉管进行焊接试验表明,接头焊缝的力学性能完全达到gb150-89标准中的要求,热处理后,
Cr5Mo低合金耐热钢焊接冷裂纹的防止 Cr5Mo低合金耐热钢焊接冷裂纹的防止
格式:pdf
大小:133KB
页数:2P
4.8
本文从冷裂纹的形成机理及其影响因素入手,制定出合理的焊接工艺,防止cr5mo低合金耐热钢焊接冷裂纹的产生.
15CrMo耐热钢管焊接技术及热处理控制 15CrMo耐热钢管焊接技术及热处理控制
格式:pdf
大小:156KB
页数:未知
4.5
众所周知,耐热钢管焊接技术在石化工领域中的应用比较广泛,但是通过对我国现阶段该技术的应用情况分析,实际的应用中还存在一定的问题,焊接技术人员在进行人热处理的过程中,切不可盲目的进行施工操作,以免影响整体的焊接质量。而接下来本文将对15crmo耐热钢管焊接技术进行详细的分析介绍,并对热处理控制工艺进行阐述,以供今后参考使用。
耐热Cr—Mo钢的焊接 耐热Cr—Mo钢的焊接
格式:pdf
大小:179KB
页数:未知
4.5
耐热cr-mo在锅炉等服役温度高的条件下大量运用,它们具有高温耐氧化性及耐蚀性,高温强度,高温长时间加热的稳定性,常温及高温的热加工性能优良,良好的焊接性。被广泛应用于各重要领域,因此其焊接质量必须得到保证。
1Cr5Mo中合金耐热钢管焊接相关
文辑推荐
知识推荐
百科推荐


职位:电话网络及无线覆盖工程
擅长专业:土建 安装 装饰 市政 园林


