

1Cr17不锈钢管与Q235钢管焊接
格式:pdf
大小:287KB
页数:2P
人气 :79
 4.5
4.5
1Cr17不锈钢管与Q235钢管的焊接属于异种钢焊接,焊接接头容易出现裂纹缺陷。通过认真分析,选用合适的焊接工艺并进行适当的焊后热处理,且采用单面焊双面成形是可以避免裂纹缺陷的产生,获得很好的焊接质量。



 1Cr17不锈钢管与Q235钢管的焊接工艺研究
1Cr17不锈钢管与Q235钢管的焊接工艺研究 1Cr17不锈钢管与Q235钢管的焊接工艺研究
针对工业管道异种钢焊管在使用过程中经常出现裂纹的问题,分析了1cr17不锈钢与q235钢熔焊的焊接性,总结了切实可行的焊接工艺措施,为管道建设与维修提供技术依据。
不锈钢管焊接通用工艺
船体焊接通用工艺--------不锈钢管焊接通用工艺 --1-- 不锈钢管焊接通用工艺 一、适用范围 1.本工艺适用于各类船用不锈钢管系的焊接。 2.本工艺不适用船用无缝钢管的焊接,该类管系的焊接参见《管系焊 接通用工艺》。 二、工艺内容 1.焊接方法及材料 1.1本船采用的焊接方法主要有钨极氩弧焊和co2气体保护焊。 1.2焊接材料有铈钨棒(φ2.4或φ3.2㎜),tgs308l不锈钢焊丝 (φ1.6、φ2.4㎜),tfw-308lco2不锈钢药芯焊丝(φ1.2㎜)。 2.焊前准备 1.1焊前需清杂质,焊接部位要清洁干净,不能有油漆、油、锈、 氧化皮或其它对焊接质量有害的附着物。为保证焊接质量,坡口两侧20~ 30㎜内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。在加工管子及 搬运过程中应
编辑推荐下载
分析不锈钢管焊接缺陷 分析不锈钢管焊接缺陷
格式:pdf
大小:73KB
页数:2P
4.5
2008年华锦集团工程公司为乙烯公司安装了一条精制水管线,材质为0cr18ni9,规格为φ219mm*6mm,全长为2000米。本文就水平固定位置的焊接情况,分
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺 1Cr18Ni9Ti奥氏体不锈钢管焊接工艺
格式:pdf
大小:86KB
页数:1P
4.7
1cr18ni9ti钢材由于cr元素含量较高,焊接时极易氧化。1cr18ni9ti奥氏体不锈钢管焊接时,当采用tig焊焊接,由于管材焊缝背部的高温金属无法进行有效保护,焊缝背部的高温金属与空气中的氧产生剧烈反应,导致焊缝根部的严重氧化和烧损。本文采用tig焊进行焊接,可有效避免焊缝根部氧化,实现焊接。
1Cr17不锈钢管与Q235钢管焊接热门文档

3不锈钢管焊接技术总结
格式:pdf
大小:391KB
页数:6P
4.5
304不锈钢管焊接技术总结 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度为99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊缝质量。 (3)电极材料采用铈钨极。铈钨极
不锈钢钢管焊接经验
格式:pdf
大小:423KB
页数:4P
4.4
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊接→焊缝抛 光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩弧焊工应具 有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分及其使用压 力,而选用相应等级的产品,以确保焊缝金属组织和机械性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度为99.96%的 氩气,若杂质含量过多,会削弱氩气的保护效果,直接影
不锈钢管焊接作业指导书
格式:pdf
大小:36KB
页数:4P
4.7
不锈钢管焊接作业指导书 1.施工范围 本机组汽机发电机密封油管道,材质为1cr18ni9ti。 采用ws工艺焊接。 2.编制依据: 2.1.厂家图纸 2.1.1.规程、规范 2.2.《火力发电厂焊接技术规程》dl/t869-2004 2.2.1.《火力施工质量检验及评定标准(焊接篇)》1996年版 2.2.2.《焊工技术考核规程》 2.2.3.《电力建设安全工作规程》 3.施工准备: 3.1.材料设备 3.1.1.焊接材料 焊丝:h1cr18ni9tiφ2.5 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油锈及其他污 物,露出金属光泽。 3.1.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内 余压不得低于0.5mpa,以保证充氩纯度。 3.2.
不锈钢管焊接工艺及热处理
格式:pdf
大小:19KB
页数:6P
4.8
不锈钢管焊接工艺及热处理 [我的钢铁]2009-02-0315:10:20 不锈钢管热处理 不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进 行生产过程中的中间热处理和最终的成品热处理,由于能够获得无氧化的 光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善 了钢管的质量,又克服了酸洗对环境的污染。 按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处 理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其 它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。 (2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小 时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。 (3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行 加热
高压不锈钢管焊接工艺
格式:pdf
大小:56KB
页数:3P
4.8
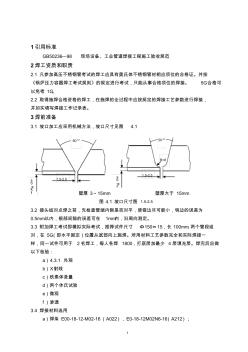
1 1引用标准 gb50236—98现场设备、工业管道焊接工程施工验收规范 2焊工资质和职责 2.1凡参加高压不锈钢管考试的焊工应具有奥氏体不锈钢管材相应项位的合格证。并按 《锅炉压力容器焊工考试规则》的规定进行考试,只能从事合格项位的焊接。5g合格可 以免考1g。 2.2取得施焊合格资格的焊工,在施焊的全过程中应按规定的焊接工艺参数进行焊接, 并如实填写焊接工作记录表。 3焊前准备 3.1坡口加工应采用机械方法,坡口尺寸见图4.1 壁厚3~15mm壁厚大于15mm 图4.1坡口尺寸图1.5-2.5 3.2接头组对点焊之前,先检查管端内侧是否对平,使错边尽可能小,钝边的误差为 0.5mm以内,根部间隙的误差可在1mm内,沿周向测定。 3.3附加焊工考试即模拟实际考试,推荐试件尺寸ф150×15,长1
1Cr17不锈钢管与Q235钢管焊接精华文档
不锈钢管焊接施工方案
格式:pdf
大小:29KB
页数:5P
4.4
精选文档,供参考! 不锈钢焊接施工方案 1总则 工程概况: 华能平凉发电有限公司二期#5机组超低排放脱硝系统优化改造工程,由福建龙 净环保股份有限公司总承包,负责工程的设计、安装施工、分布运行。本套供氨 管路系统采用一管供两炉的原理。 1.1适用范围 不锈钢管道应用已经非常广泛,如自来水、热水、直饮水、供暖和工业管等系统。 运用的范围涉及医院、宾馆、军队、学校、电视台、商业大厦、居民住宅、大型 办公楼等系统。 1.2编制依据的标准及规范 1.3.1电热厂供氨管道敷设焊接工程施工质量验收规范gb50242-2002 1.3.2薄壁不锈钢水管(gb/t1922.8-2003) 1.3.3现场设备工业管道焊接工程施工验收规范gb50236-98 2施工准备 2.1技术准备 2.1.1开工前,施工员必须仔细审阅图纸,编制施工方案,并向班组作全面技术 交底,以保证安装

不锈钢管焊接施工方案
格式:pdf
大小:37KB
页数:5P
4.5
. '. 不锈钢焊接施工方案 1总则 工程概况: 华能平凉发电有限公司二期#5机组超低排放脱硝系统优化改造工程,由福建龙 净环保股份有限公司总承包,负责工程的设计、安装施工、分布运行。本套供氨 管路系统采用一管供两炉的原理。 1.1适用范围 不锈钢管道应用已经非常广泛,如自来水、热水、直饮水、供暖和工业管等系统。 运用的范围涉及医院、宾馆、军队、学校、电视台、商业大厦、居民住宅、大型 办公楼等系统。 1.2编制依据的标准及规范 1.3.1电热厂供氨管道敷设焊接工程施工质量验收规范gb50242-2002 1.3.2薄壁不锈钢水管(gb/t1922.8-2003) 1.3.3现场设备工业管道焊接工程施工验收规范gb50236-98 2施工准备 2.1技术准备 2.1.1开工前,施工员必须仔细审阅图纸,编制施工方案,并向班组作全面技术 交底,以保证安装质量。
不锈钢管焊接作业指导书
格式:pdf
大小:37KB
页数:5P
4.6
编号:hnhe—hj—00? 河南火电二建设公司 作业指导书 工程名称:indorama2×30mw自备电厂工程 装机容量:2×150t/h+2×30mw 作业项目名称:不锈钢管焊接作业指导书 编制单位:焊接队 编写:日期年月日 审核:日期年月日 审定:日期年月日 批准:日期年月日 1.施工范围 本机组汽机发电机密封油管道,材质为1cr18ni9ti。 采用ws工艺焊接。 2.编制依据: 2.1.厂家图纸 2.1.1.规程、规范 2.2.《火力发电厂焊接技术规程》dl/t869-2004 2.2.1.《火力施工质量检验及评定标准(焊接篇)》1996年版 2.2.2.《焊工技术考核规程》 2.2.3.《电力建设安全工作规程》 3.施工准备: 3.1.材料设备 3.1.1.焊接材料 焊丝:h1cr18

不锈钢管焊接工艺规范
格式:pdf
大小:55KB
页数:6P
4.8
沪东中华造船(集团)有限公司企业标准 companystandardofhudong-zhonghuashipbuilding(group)co.,ltd h&z562012-2002 不锈钢管焊接工艺规范 200×-××-××实施 造船(集团)有限公司 hudong-zhonghuashipbuilding(group)co.,ltd. h&z562012-2002 -i- 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在船舶建造中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:造船设计三所; 本规范归口部门:技术中心; 本规范制定日期:2002-12-20。 h&z562012-2002 -ii
奥氏体不锈钢管焊接工艺探究 奥氏体不锈钢管焊接工艺探究
格式:pdf
大小:1.7MB
页数:2P
4.4
奥氏体不锈钢的焊接要求非常严格,不仅焊缝内部不能出现任何微观或者宏观的超标缺陷,而且要能在实现各种使用性能以及力学性能的前提下,变形和收缩量要控制在一定范围内,所以有较大的焊接难度。本文就围绕奥氏体不锈钢管的焊接工艺展开讨论。
1Cr17不锈钢管与Q235钢管焊接最新文档
Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究 Q235钢与1Cr18Ni9Ti不锈钢异种钢焊接接头性能的研究
格式:pdf
大小:169KB
页数:1P
4.4
主要研究q235钢与1cr18ni9ti不锈钢焊接中存在的焊缝金属化学成分不均匀和熔合区塑性降低(脆性层)这两个问题。采用焊条电弧焊进行焊接,然后对焊接接头进行宏观和微观研究。实验表明,制定合理的焊接工艺,可以在一定程度上控制热影响区晶粒的长大趋势,从而提高q235和1ci18ni9ti异种钢的焊接性。
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究 Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究
格式:pdf
大小:210KB
页数:1P
4.6
q235碳钢与1cr13不锈钢的焊接属于异种钢焊接,而1cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。
 1Cr17不锈钢火焰钎焊研究
1Cr17不锈钢火焰钎焊研究 1Cr17不锈钢火焰钎焊研究
格式:pdf
大小:188KB
页数:3P
4.4
以b--ag40cuzncdni为钎料,分别采用“三明治法”和“毛细法”对1cr17铁素体不锈钢板进行火焰钎焊。对接头进行了拉伸试验,并对接头的组织和显微硬度进行了分析。结果表明:在相同条件下,“毛细法”施焊时,液态钎料的填缝过程具有清洁间隙的作用,有利于得到缺陷少而结合良好的接头,接头的剪切强度大于“三明治法”。
HDR双相不锈钢管焊接与研究 HDR双相不锈钢管焊接与研究
格式:pdf
大小:400KB
页数:未知
4.3
随着船舶制造业的发展,双相不锈钢管,在船舶管系中扮演越来越重要的角色,双相不锈钢管焊接要求高,难度大,工厂进行了大量的焊接工艺试验,及产品焊接质量研究,较全面地掌握了双相不锈钢管的焊接技术。本文总结了双相不锈钢管的焊接经验和缺陷的控制方法,为保证双相不锈铜管的焊接质量提供了经验。
不锈钢钢管焊接经验 (3)
格式:pdf
大小:383KB
页数:7P
4.4
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊 接→焊缝抛光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩 弧焊工应具有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分 及其使用压力,而选用相应等级的产品,以确保焊缝金属组织和机械 性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度 为%的氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊
 不锈钢管及复合不锈钢管焊接工艺
不锈钢管及复合不锈钢管焊接工艺 不锈钢管及复合不锈钢管焊接工艺
格式:pdf
大小:374KB
页数:2P
4.6
不锈钢—碳钢复合钢管与不锈钢管的焊接可看作是两种焊接工艺的组合:即不锈钢与不锈钢的焊接;不锈钢与碳钢的焊接。焊接过程中,复合管基层和复合管衬管的封焊属于异种金属的焊接;不锈钢管与复合管衬管的打底焊属于同种金属的焊接;不锈钢管与复合管基层的填充焊属于异种金属的焊接。由此得知,每种焊接材料和焊接工艺的选择由复合管的衬管、基层和不锈钢的材料决定。

1Cr17不锈钢管与Q235钢管焊接相关
文辑推荐
知识推荐
百科推荐


职位:质量评估经理
擅长专业:土建 安装 装饰 市政 园林


