

200616Mn管线钢焊接接头性能试验研究
格式:pdf
大小:1.0MB
页数:3P
人气 :86
 4.7
4.7
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



 X70管线钢焊接接头断裂韧度试验
X70管线钢焊接接头断裂韧度试验 X70管线钢焊接接头断裂韧度试验
采用裂纹尖端张开位移(ctod)测试技术和金相显微组织分析,设计2种三点弯曲试样,测试了x70管线钢埋弧焊焊接接头低温-10℃的断裂韧性,比较接头焊缝、热影响不同区域金属断裂韧性,分析组织结构对力学性能的影响。结果显示,焊缝中心金属性能均匀,裂纹尖端张开位移平均值为0.346mm,断裂韧性小于热影响区稳定裂纹扩展的ctod值。热影响区组织不均匀,包括稳定裂纹扩展和中途失稳断裂,出现不同特征的ctod值。热影响细晶区组织为细小的多边形铁素体和珠光体,在-10℃环境下仍有良好的低温韧性。热影响粗晶区组织主要是板条状贝氏体和粒状贝氏体,而且晶粒尺寸粗大,该区域在-10℃时容易失稳断裂,呈现低温脆性。
X80管线钢埋弧焊焊接接头的组织和腐蚀性能 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
采用h08mnmoa焊丝埋弧焊焊接x80管线钢.利用扫描电镜分析焊接接头微观组织;采用动电位极化和电化学阻抗法研究了x80管线钢其焊接接头在0.5mol/lnahco3+0.02mol/lnacl溶液中的腐蚀行为.结果表明,在0.5mol/lnahco3+0.02mol/lnacl溶液中,由于显微组织上的差异,x80钢母材的耐点蚀性能最好;焊缝在短时间内的耐点蚀性能基本与母材处于同一水平,但长时间浸泡后的耐点蚀性能却比母材要差;热影响区的耐点蚀性能最差,且相对于母材和焊缝的差值较大.
编辑推荐下载
 16Mn钢U形焊接接头残余应力和变形
16Mn钢U形焊接接头残余应力和变形 16Mn钢U形焊接接头残余应力和变形
格式:pdf
大小:789KB
页数:4P
4.5
利用有限元分析软件ansys/apdl语言编写程序,选用u形焊接接头,采用生死单元方法的热源加载模式,进行多步循环,实现了焊接全过程残余应力场的三维动态模拟,获得了焊接接头残余应力和残余变形的分布规律;采用co2气体保护焊对16mn钢u形焊接件进行焊接,得到了焊接接头冷却后最终的残余变形情况,仿真结果与实验所得的规律相吻合,为进一步研究和消除焊接残余应力和应变提供了依据。
16Mn管线钢焊接接头性能试验热门文档
X80管线钢焊接接头表面自身纳米化 X80管线钢焊接接头表面自身纳米化
格式:pdf
大小:1.9MB
页数:5P
4.5
采用表面机械研磨(smat)技术对x80管线钢的焊接接头进行了表面自身纳米化处理,利用金相显微镜(om)、透射电子显微镜(tem)和x射线衍射技术(xrd)研究了表面自身纳米化处理后试样表面微观结构的变化。结果表明:经smat处理后,可以在x80管线钢的焊接接头表面形成一定厚度的等轴、取向随机的纳米晶粒;随距处理表面深度的增加,晶粒尺寸逐渐增大;smat处理时间的进一步延长对表层晶粒尺寸影响不大;smat处理可以实现x80管线钢的焊接接头组织的连续化和均匀化。
焊接接头拉伸试验
格式:pdf
大小:14KB
页数:2P
4.6
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
焊接接头纵向冷弯试验分析 焊接接头纵向冷弯试验分析
格式:pdf
大小:350KB
页数:2P
4.3
焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
X100管线钢管埋弧焊焊接接头性能分析 X100管线钢管埋弧焊焊接接头性能分析
格式:pdf
大小:369KB
页数:4P
4.7
对x100管线钢管直缝双面埋弧焊接头进行了微观组织、显微硬度、拉伸及冲击试验。试验结果表明:x100管线钢双面埋弧焊焊缝金属的显微硬度高于母材,热影响区的显微硬度低于母材,焊接接头存在haz软化问题;横向焊接接头的抗拉强度满足iso3183—2007的要求,抗拉强度值高于母材纵向,但低于母材横向;埋弧焊焊缝金属的韧性良好,韧脆转变温度为-53℃;焊接热影响区的韧性较差,韧脆转变温度约为7℃。

16Mn管线钢焊接接头性能试验精华文档
钢筋焊接接头试验验报告
格式:pdf
大小:23KB
页数:2P
4.8
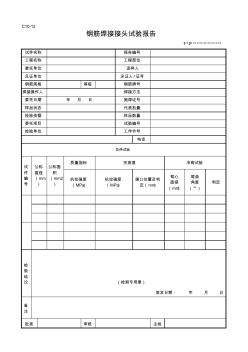
等级 电话 弯心 直径 (mm) 弯曲 角度 (°) 判定 备 注 审核 抗拉强度 (mpa) 实测值 抗拉强度 (mpa) 端口位置及判 定(mm) 拉伸试验 冷弯试验质量指标 样品数量 试验编号 工作令号 委托单位 见证单位 c10-12 钢筋焊接接头试验报告 □□□□□□□□□ 试件名称 工程名称 报告编号 工程部位 钢筋规格 焊接操作人 试 件 编 号 年月日 检验依据 委托项目 检验单位 样品状态 公称 直径 (mm ) 公称面 积 (mm2 ) 委托日期 (检测专用章) 签发日期:年月日 送样人 见证人/证号 钢筋牌号 焊接方法 施焊证号 代表批量 检 验 结 论 批准主检 12
X120管线钢焊接试验及分析 X120管线钢焊接试验及分析
格式:pdf
大小:802KB
页数:5P
4.4
采用焊接热模拟方法研究了线能量对x120管线钢haz韧性的影响,并通过3种不同成分焊丝与焊剂的匹配试验,确定了x120管线钢的最佳焊材匹配方案。以确定的工艺参数对jco成型的x120管线钢进行了焊接实践,并对焊后钢管的性能进行了分析。研究表明,当线能量为35kj.cm-1时,x120管线钢haz具有最高的韧性值;目前现有的焊接材料较难实现x120管线钢的过匹配焊接,应重点开发x120管线钢专用焊材;与普通管线钢具有较佳的弯曲变形能力不同,x120钢管在8倍壁厚的弯轴直径下弯曲出现裂纹,这主要是因为x120钢管焊缝cghaz晶粒长大明显,组织中m/a数量多,呈长条状分布,导致了x120钢管焊缝cghaz的脆化。

16MnR(HIC)钢焊接接头抗氢致裂纹的试验研究
格式:pdf
大小:1.5MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
X60管线钢在-20℃低温焊接的接头组织性能 X60管线钢在-20℃低温焊接的接头组织性能
格式:pdf
大小:1.4MB
页数:6P
4.7
结合x60管线钢在-20℃低温条件下的焊接施工实际情况进行了试验、测定及分析,研究了711mm×15.9mm管道环焊接头的力学性能、接头的金相组织、硬度、冲击吸收功以及冲击断口形貌等.结果表明,在-20℃低温条件下,焊接完成的x60管线钢环焊接头力学性能测试;其haz的最大硬度值为210hv10,符合相关技术标准.该工艺方案经过国内北部地区长输管道的工程使用,质量合格;经过金相显微组织分析,在x60钢-20℃条件下焊接的接头中,未发现淬硬组织;对冲击试件断口形貌的扫描电镜分析表明,该环焊接头的韧性满足相关技术标准的要求.
17MnNiVNbR钢焊接接头的性能 17MnNiVNbR钢焊接接头的性能
格式:pdf
大小:1.0MB
页数:4P
4.6
用电弧焊和埋弧焊对17mnnivnbr钢板进行了对接焊,并对焊接接头进行拉伸、冲击、落锤及裂纹尖端张开位移试验,用光学显微镜观察了焊缝和热影响区的显微组织。结果表明:焊后经(570±15)℃×1h热处理后,焊接接头综合性能优良,可满足国标的要求;焊缝组织由先共析铁素体、针状铁素体和颗粒状贝氏体组成,粗晶热影响区组织为粗大的贝氏体。
16Mn管线钢焊接接头性能试验最新文档
基于正交设计的X100管线钢焊接接头工艺性能 基于正交设计的X100管线钢焊接接头工艺性能
格式:pdf
大小:295KB
页数:5P
4.7
以优化焊接工艺性为出发点,建立al2o3、tio2、zro2、sio2为因素的正交试验,并利用光学显微镜、拉伸-冲击材料试验机对x100管线钢焊缝组织与力学性能进行了研究。结果表明,在质量分数为al2o310%,tio26%,zro27%,sio220%时焊接工艺值最高,焊缝主要显微组织为针状铁素体和粒状贝氏体,熔敷金属最高抗拉强度达781.4mpa,为母材的93.3%,冲击功(-20℃)均大于90j。
钢筋焊接接头试验报告
格式:pdf
大小:79KB
页数:8P
4.5
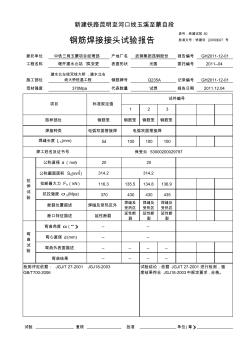
试验复核单位(章) 弯 曲 试 验 弯曲外表面描述 检测评定依据:jgj/t27-2001jgj18-2003 gb/t700-2006 试验结论:依据jgj/t27-2001进行检测,强 度结果符合jgj18-2003中规定要求,合格。 批准 ---- 弯曲结果-------- -------- 弯心直径d(mm)---- 弯曲角度α(°) 断口特征描述延性断裂 延性断 裂 延性断 裂 延性断 裂 断裂位置描述焊缝及受热区外 焊缝及 受热区 焊缝及 受热区 焊缝及 受热区 抗拉强度σb(mpa)370430430435 314.2314.2 拉断最大力fb(kn)116.3135.5134.8136.9 焊工姓名及证书号保受云53000200029797 拉 伸 试 验 公称直径a(mm)
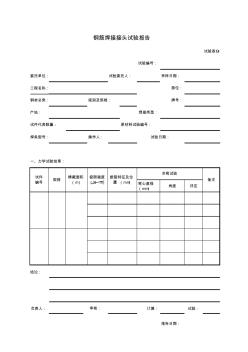
表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.8
试验表9 委托单位:试验委托人:来样日期: 工程名称: 钢材总类:级别及规格: 产地: 焊条型号:操作人: 弯心直径 (mm)角度评定 结论: 负责人:计算:试验: 报告日期: 一、力学试验结果: 试验编号: 原材料试验编号: 审核: 钢筋焊接接头试验报告 试件 编号 部位: 牌号: 冷弯试验 断裂特征及位 置(mm) 极限强度 (n∕m)规格 横截面积 (m)备注 焊接类型: 试件代表数量: 试验日期:

钢筋焊接接头试验报告
格式:pdf
大小:21KB
页数:1P
4.6
试件代表数量: 计算:试验: 试验委托人: 厂别: 横截面积 (mm2) 极限强度 (mpa) 断裂位置 及特征 (mm) 焊条型号:操作人: 直径 (mm) 试验日期: 原材试验编号: 工程名称:部位: 来样日期: 焊接类型: 钢筋焊接接头试验报告 钢筋种类:级别及规格: 试验表9 试件编号 委托单位: 负责人:审核: 报告日期:年 月 日 试验编号: 牌号: 结论: 冷弯 备注弯心 直径 (mm) 角度评定

28钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.6
钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢材种类:级别及规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响 喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响
格式:pdf
大小:385KB
页数:5P
4.5
利用机械喷丸技术对x70管线钢焊接接头进行了表面强化处理,对x70管线钢基材、原始状态焊接接头和喷丸处理后焊接接头试样的拉伸力学性能进行了分析,用扫描电镜观察了其断口形貌,对其断裂机理进行了探讨。试验结果表明,x70管线钢基材具有连续屈服特征,无明显的屈服平台,延伸率达到38%,拉伸断口出现明显的分层开裂现象;x70管线钢经过焊接后,原始状态焊接接头屈服强度、抗拉强度、断后收缩率明显小于基材;经喷丸处理后,x70管线钢焊接接头抗拉强度、屈服强度和延伸率有了明显的提高。喷丸处理使得焊接接头表面发生塑性变形,表面裂纹和孔洞减少,是提高x70管线钢焊接接头的抗拉强度的主要因素。
001-试验表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.4
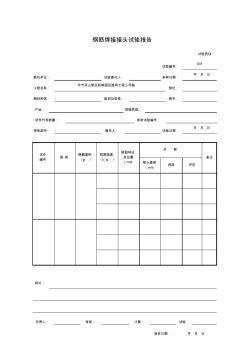
试验: 报告日期:年月日 结论: 负责人:审核:计算: 评定 试件 编号 规格 横截面积极限强度 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度 焊条型号:操作人:试验日期: 年月日 产地:焊接类型: 试件代表数量:原材试验编号: 工程名称: 毕节双山新区职教园区路网工程三号路 部位: 钢材种类:级别及规格:牌号: 委托单位:试验委托人:来样日期: 年月日 钢筋焊接接头试验报告 试验表9 试验编号: 001
钢筋焊接焊接接头性能检测
格式:pdf
大小:35KB
页数:5P
4.3
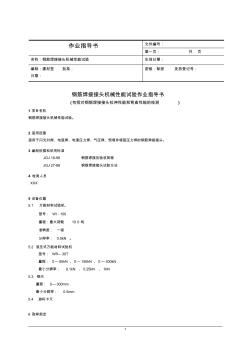
作业指导书文件编号: 第一页:共页 名称:钢筋焊接接头机械性能试验生效日期: 编制:建材室批准: 日期: 密级:秘密发放登记号: 1 钢筋焊接接头机械性能试验作业指导书 (包括对钢筋焊接接头拉伸性能和弯曲性能的检测) 1项目名称 钢筋焊接接头机械性能试验。 2适用范围 适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的钢筋焊接接头。 3编制依据和采用标准 jgj18-96钢筋焊接及验收规程 jgj27-86钢筋焊接接头试验方法 4检测人员 xxx 5设备仪器 5.1万能材料试验机、 型号:wi-100 量程:最大荷载100吨 准确度:一级 分辩率:0.5kn。 5.2液压式万能材料试验机 型号:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨
高功率CO_2激光焊接管线钢接头的组织与性能 高功率CO_2激光焊接管线钢接头的组织与性能
格式:pdf
大小:1.1MB
页数:5P
4.8
焊接是管线建设的关键技术之一,随着我国管线钢的快速发展,越来越需要匹配的焊接技术来满足管线的建设。分析了激光焊在管道焊接中的优缺点,并采用高功率激光焊接设备,对板厚为16mm的x52管线钢进行焊接,x射线探伤检测焊缝无裂纹,采用光学显微镜分析了焊接接头的焊缝结晶特性和微观组织。根据美国石油学会标准apispec5l管线钢规范,对焊接接头进行了力学性能试验。结果表明:焊接接头的抗拉强度达480mpa,断于母材;180°接头弯曲未出现裂纹;-20℃焊缝金属冲击韧性cvn=279j,熔合区冲击韧性cvn=282j,热影响区冲击韧性cvn=212j,焊接接头的最大硬度分布在焊缝下部,为270hv左右。研究表明,各项性能均满足管线钢焊接的要求。

16Mn管线钢焊接接头性能试验相关
文辑推荐
知识推荐
百科推荐


职位:装修项目经理(一级建造师)
擅长专业:土建 安装 装饰 市政 园林


