

16Mn锻件法兰拼焊缺陷的分析与预防
格式:pdf
大小:865KB
页数:3P
人气 :68
 4.8
4.8
总结了焊条电弧焊拼焊锻件法兰焊缝的工艺,分析了锻件法兰拼焊缺陷产生的原因,介绍锻件法兰拼焊坡口型式、焊接方法的选择以及工艺处理方法,从而保证锻件法兰拼焊的焊缝质量,使焊件达到设计、制造要求。



 0Cr18Ni9不锈钢与16Mn法兰的焊接
0Cr18Ni9不锈钢与16Mn法兰的焊接 0Cr18Ni9不锈钢与16Mn法兰的焊接
从母液粗和母液精过滤器制造过程中遇到的0cr18ni9与16mn异种钢焊接问题入手,结合两种钢材的焊接特性和结构特点,对两种钢材相焊的工艺方法进行了分析探讨,制定了切合实际的工艺方案,解决施工难题。
球封头与锻件法兰对接焊缝质量控制 球封头与锻件法兰对接焊缝质量控制
针对大型钢制压力容器,焊接质量通常代表压力容器制造的质量,焊接质量的控制最主要的就是控制内部缺陷:裂纹、未焊透、未熔合、夹渣、气孔。对于大型钢制压力容器的焊接,球封头与锻件法兰的对接焊具有一定的代表性且是容器焊接最困难的部分,通过此道焊缝内部缺陷产生的分析,制定正确的控制措施;依据制定的焊接工艺评定,制定焊接工艺规程指导作业,经多年验证已取得良好的效果,并有效地指导了实际生产工程的顺利实施。
编辑推荐下载
 42CrMo锻件法兰与20钢管子的焊接
42CrMo锻件法兰与20钢管子的焊接 42CrMo锻件法兰与20钢管子的焊接
格式:pdf
大小:147KB
页数:2P
4.3
2007年,我公司承接了比利时考克利尔公司镀锌线工程。项目中入口活套部件中的连接轴是由42crmo锻件法兰与20钢管子及一个q345(16mn)轴头焊接而成的,如图1所示。
16Mn锻件法兰拼焊缺陷分析与预防热门文档
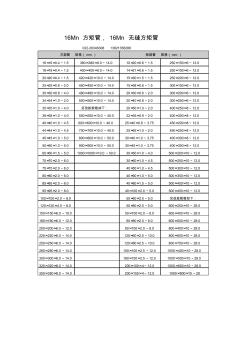
16Mn方矩管,16Mn无缝方矩管
格式:pdf
大小:70KB
页数:5P
4.8
16mn方矩管,16mn无缝方矩管 022-2634630813821358288 方型管规格(mm)矩型管规格(mm) 16×16×0.4~1.5380×380×8.0~14.010×20×0.6~1.5250×150×6~12.0 18×18×0.4~1.5400×400×8.0~14.014×21×0.6~1.5250×100×6~12.0 20×20×0.4~1.5420×420×10.0~14.015×30×1.5~1.5250×200×6~12.0 25×25×0.6~2.0450×450×10.0~14.015×38×0.6~1.5300×150×6~12.0 30×30×0.6~4.0480×480×10.0~14.020×30×0.6~2.0300×200×6~12.0 34×34×1.0~2.0500×50

名称焊接接头、法兰、锻件A105Nf316LLF2
格式:pdf
大小:8KB
页数:1P
4.8
名称:焊接接头、法兰、锻件a105nf316llf2 、钢管。双相不锈钢、压力容器、阀门,三通,弯管 地区:上海 天津 北京 江苏: 苏州昆山吴江太仓张家港常熟无锡江阴宜兴常州金坛溧阳武进南 京丽水南通泰州兴化靖江镇江丹阳 浙江 杭州宁波建德临安余姚温州瑞安乐清嘉兴平湖永康 芜湖 山东 济南青岛淄博东营烟台潍坊济宁泰安威海日照滨州德州 河南 郑州新郑洛阳许昌 重庆成都四川宜宾石家庄唐山,秦皇岛沧州廊坊,邯郸 湖北武汉大连新疆喀什 沈阳哈尔滨长春,营口,大庆。辽宁。
焊接各种缺陷分析及预防、治理措施
格式:pdf
大小:13KB
页数:4P
4.4
1、外观缺陷:外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。 常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。单面焊的 根部未焊透等。 a、咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽,它是由于电弧将焊缝边缘的母材 熔化后没有得到熔敷金属的充分补充所留下的缺口。产生咬边的主要原因是电弧热量太高, 即电流太大,运条速度太小所造成的。焊条与工件间角度不正确,摆动不合理,电弧过长,焊接 次序不合理等都会造成咬边。直流焊时电弧的磁偏吹也是产生咬边的一个原因。某些焊接位 置(立、横、仰)会加剧咬边。 咬边减小了母材的有效截面积,降低结构的承载能力,同时还会造成应力集中,发展为裂 纹源。 矫正操作姿势,选用合理的规范,采用良好的运条方式都会有利于消除咬边。焊角焊缝时, 用交流焊代替直流焊也能有效地防止咬边。
16Mn锻件法兰拼焊缺陷分析与预防精华文档
管壳式换热器碳钢管板、换热管(16Mn锻件/20)焊接常见的质量问题与对策 管壳式换热器碳钢管板、换热管(16Mn锻件/20)焊接常见的质量问题与对策
格式:pdf
大小:508KB
页数:4P
4.7
针对20钢换热管,16mn锻管板管壳式换热器管板焊接中常见的问题,进行了分析并提出解决措施。
拼焊法兰焊接变形和控制 拼焊法兰焊接变形和控制
格式:pdf
大小:246KB
页数:2P
4.7
拼焊法兰在焊接过程中产生焊接变形,焊接变形大小将直接影响法兰尺寸精度,本文介绍了法兰的制造和焊接工艺,分析了法兰变形产生的原因,并提出了控制法兰焊接变形的工艺措施。
16mn材质无缝钢管
格式:pdf
大小:15KB
页数:2P
4.8
16mn钢是目前我国应用最广的低合金钢,用于制造焊接结构的16mn钢均为16mnr和 16mng钢。主要用于铁塔制造主要特性:综合性能好,低温性能好,泠冲压性能,焊接性能 和可切削性能好。山东铜胜管业制造有限公司专业生产:20号无缝钢管,45号结构无缝钢 管,16mn铁塔专用管,40cr机械加工用钢管,27simn液压无缝钢管,q345流体无缝钢管,精密钢 管等主营钢管规格有:5mm*1mm—1020mm*200mm无缝钢管、外径38mm-127mm冷轧无 缝钢管、外径127mm-377mm,壁厚16mm-100mm, 外径精度±0.5%,壁厚精度±5%热轧中厚壁无缝钢管、16mn外径400—1600mm、壁厚 20—60mm的大口径厚壁卷管,可定尺到16米及各种规格的无缝方管、异型无缝钢管 等.27simn液压无缝钢管常备

平焊法兰与对焊法兰区别
格式:pdf
大小:12KB
页数:1P
4.5
平焊法兰和对焊法兰的区别 对焊法兰是接口端的管径和壁厚与所要焊接的管子一样,就合两个管子一样焊接。 平焊法兰是内孔加工了比管子外径略大一点的一个凹台,管子插在里面焊的。 -------------------------------------------------------------------------------- 平焊和对焊是指法兰和管道连接时的焊接方式;1.平焊法兰焊接时只需单面焊接不需要焊接管道和法兰连 接的内口,对焊法兰的焊接安装需要法兰双面焊。所以平焊法兰一般用于低、中压管道。 2.对焊法兰用于中、高压管道的连接,对焊的法兰一般是至 少pn2.5mpa,采用对焊是为了减少应力集中,一般的对焊法兰多为带颈法兰也叫奶嘴法兰。所以对焊法 兰的安装费,人工费和辅材费要高,因为多一道工序。 3.对焊法兰也不是所有的都需要内外双面焊的,没有特殊要 求一般

16mn钢管规格表
格式:pdf
大小:20KB
页数:1P
4.4
序号20#无缝钢管现货规格序号20#无缝钢管现货规格 1φ6×123φ51×3/3.5/5/6/8/10/12 2φ8×1/1.524φ54×3/5/6/8/10/12/14 3φ10×1/2/325φ57×3/3.5/4/5/6/8/10/12/14/16 4φ12×2/326φ60×3/4/5/6/7/8/10/12/14/16 5φ14×2/327φ63.5×3/4/5/6/8/10/12/14/16/18 6φ16×2/3/428φ68×4/5/6/8/10/12/14/16 7φ18×2/3/4/529φ70×4/5/6/8/10/12/14/16 8φ20×2/3/4/5/630φ73×4/6/8/10/12/14/16/18/20 9φ21×3.531φ76×3/4/5/6/8/10/12/
16Mn锻件法兰拼焊缺陷分析与预防最新文档

锰板16MN钢材知识解析
格式:pdf
大小:39KB
页数:2P
4.4
16mn钢材的详细解析 16mn钢属于碳锰钢,碳的含量在0.16%左右,屈服点等于343mpa(强度级 别属于343mpa级)。16mn钢的合金含量较少,焊接性良好,焊前一般不必预热。 定义:但由于16mn钢的淬硬倾向比低碳钢稍大,所以在低温下(如冬季露 天作业)或在大刚性、大厚度结构上焊接时,为防止出现冷裂纹,需采取预热措 施。不同板厚及不同环境温度下16mn钢的预热温度:焊件厚度(mm)不同气温 下的预热温度计(℃):16以下不低于-10℃不预热,-10℃以下预热 100~150℃;16~24不低于-5℃不预热,-5℃以下预热100~150℃;25~40不低于0℃ 不预热,0℃以下预热100~150℃;40以上均预热100~150℃。 16mn钢埋弧焊时h08mna焊丝配合焊剂hj431(开
CO2气体保护焊焊接16Mn钢的焊接工艺 CO2气体保护焊焊接16Mn钢的焊接工艺
格式:pdf
大小:1.3MB
页数:2P
4.5
笔者根据co2气体保护焊的特点,具体介绍板对接平位单面焊双面成形的焊接工艺,具体的操作方法以及在焊接过程的注意事项.
16mn材料与Q345B的区别
格式:pdf
大小:11KB
页数:1P
4.4
16mn材料与q345b有什么区别 16mn是q345a的老的标准叫法,就是q345a,与q345b都是低合金钢板,区 别在于:q345a的冲击值是在常温状态下测试的,q345b的冲击值是在0°低温 状态下测试的。q345b能够代用q345a(16mn),而且还只有好。 回 q345 是一种钢材的材质。它是低合金钢(c<0.2%),广泛应用于桥梁、车辆、船舶、 建筑、压力容器等。q代表的是这种材质的屈服,后面的345,就是指这种材质 的屈服值,在345左右。并会随着材质的厚度的增加而使其屈服值减小。 类同于q235的命名方法。 q345a,q345b,q345c,q345d,q345e。这是等级的区分,所代表的, 主要是冲击的温度有所不同而矣! q345a级,是不做冲击;q345b级,是20度常温冲击;q345c级,是
16Mn锁紧螺母用材与热处理 16Mn锁紧螺母用材与热处理
格式:pdf
大小:91KB
页数:2P
4.8
一、两个问题我公司生产的工程机械驱动桥轮边锁紧螺母,性能等级按不同产品要求分为8级和10级两大类(技术要求上分别对应规定为22
16Mn钢板与Q235钢板焊接的实践 16Mn钢板与Q235钢板焊接的实践
格式:pdf
大小:264KB
页数:2P
4.5
分析了16mn钢板及其与q235钢板的焊接性能、异种金属焊接的特点、产生焊接缺陷的原因,从选材和焊接工艺上找出了控制焊接缺陷的方法。
大型法兰拼焊中平面度的控制 大型法兰拼焊中平面度的控制
格式:pdf
大小:208KB
页数:未知
4.5
利用模拟试验对真空容器制造中的大型法兰拼焊变形规律进行了研究.结果表明:法兰拼焊时,前十层的焊接变形量最大,是总变形的90%左右;法兰主体部分和高领部分拼焊时将引起法兰平面度的变化;采用适当的焊接次序、焊缝长度可有效的控制法兰平面度的变化.
不锈钢平焊法兰焊后变形问题的分析与预防措施 不锈钢平焊法兰焊后变形问题的分析与预防措施
格式:pdf
大小:521KB
页数:3P
4.3
压力容器制造过程中,由于工件在焊接过程中的非平衡加热及焊后冷却,工件会在其内部产生焊接应力,如未能采取行之有效的预防和控制措施,很容易出现焊后残余变形。本文根据生产实例,进行焊接变形的原因分析,提出几种有效的预防和控制焊接变形的措施。
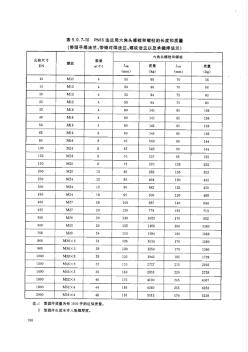
带颈平焊法兰、对焊法兰、螺纹法兰及承插焊接法兰用螺栓尺寸(PN16~PN63)
格式:pdf
大小:798KB
页数:4P
4.3
带颈平焊法兰、对焊法兰、螺纹法兰及承插焊接法兰用螺栓尺寸(PN16~PN63)
16Mn特厚钢板多道焊温度场数值模拟 16Mn特厚钢板多道焊温度场数值模拟
格式:pdf
大小:891KB
页数:4P
4.8
为了研究特厚板多层多道焊温度场分布,对两块板厚60mm的16mn特厚钢板的焊接过程进行了数值模拟和实验研究。利用ansys有限元软件和分布式计算方法,采用"生死单元"技术实现了模拟过程中焊接材料的逐步填充,对特厚钢板的对接多道焊过程进行三维瞬态温度场数值模拟。同时采用埋弧自动焊对16mn特厚钢板进行了17道焊接,焊接工艺参数与计算参数相同,焊接过程采用热电偶测量温度场,并与计算值相比较,结果表明:分布式计算方法可以有效缩短计算时间,且计算值与实验测量值吻合良好,成功实现了60mm特厚板多层多道焊的温度场数值模拟。
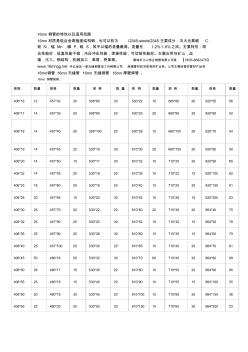
16mn钢管的特性以及适用范围
格式:pdf
大小:44KB
页数:2P
4.4
16mn钢管的特性以及适用范围 16mn材质是低合金高强度结构钢,也可以称为q345-steelsq345.主要成分:五大元素碳c, 硅si,锰mn,磷p,硫s,其中以锰的含量最高。含量在1.2%-1.6%之间。主要特性:综 合性能好,低温性能不错,冷压冲压性能,焊接性能,可切削性能好。主要应用与矿山,运 输,化工。钢结构,机械加工,高塔,桥架等。聊城市江山伟业制管有限公司是【0635-8882476】 www.***.***华北地区一家无缝钢管加工与销售公司,承接管材的冷拔和热扩业务。公司主要经营的管材产品有 16mn钢管16mn无缝管16mn无缝钢管16mn厚壁焊管。 16mn钢管规格: 规格数量规格数量规格数量规格数量规格数量规格数量 406*1612457*3220508*8020530*22
16Mn锻件法兰拼焊缺陷分析与预防相关
文辑推荐
知识推荐
百科推荐


职位:市政公用工程
擅长专业:土建 安装 装饰 市政 园林


