

16MnR(HIC)钢焊接接头抗氢致裂纹的试验研究
格式:pdf
大小:1.5MB
页数:4P
人气 :96
 4.4
4.4
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



 16MnR焊接接头高能喷丸表面强化的研究
16MnR焊接接头高能喷丸表面强化的研究 16MnR焊接接头高能喷丸表面强化的研究
采用16mnr压力容器钢气体保护焊接头进行高能喷丸表面强化试验,利用金相显微镜、扫描电镜、硬度测试以及x射线衍射等方法对不同时间喷丸处理的表层组织形貌、变形层硬度以及晶粒尺寸进行了分析。结果表明,焊接接头的焊缝、热影响区和母材随着喷丸时间的延长,晶粒逐渐细化,表层硬度和硬化层深度逐渐增加,显微硬度随着距表层深度的增加而降低,当喷丸时间120min时,焊缝、热影响区、母材表层硬度可分别提高240hv、215hv、223hv。喷丸时间继续增加,硬度值增幅不明显。综合喷丸时间对表层组织、硬度和变形层深度的影响,焊接接头各区结果都显示120min喷丸处理的样品强化效果最佳。
不同焊接热输入下B610CF与16MnR异种钢焊接接头性能分析 不同焊接热输入下B610CF与16MnR异种钢焊接接头性能分析
采用混合气体保护焊,对新开发的低焊接裂纹敏感性钢b610cf与16mnr钢进行对接焊,试验研究了不同焊接热输入下焊接接头的微观组织和力学性能。结果表明,随着焊接热输入的增大,使焊缝区贝氏体含量下降,而且晶粒变粗大,但对两侧热影响区组织影响不明显;焊缝区的冲击性能明显下降,但对两侧热影响区冲击性能以及焊接接头的强度和塑性影响不明显。
编辑推荐下载
异种钢焊接接头的裂纹分析 异种钢焊接接头的裂纹分析
格式:pdf
大小:1.0MB
页数:4P
4.5
通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
焊接接头拉伸试验
格式:pdf
大小:14KB
页数:2P
4.6
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
16MnR(HIC)钢焊接接头抗氢致裂纹的试验热门文档
焊接接头纵向冷弯试验分析 焊接接头纵向冷弯试验分析
格式:pdf
大小:350KB
页数:2P
4.3
焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
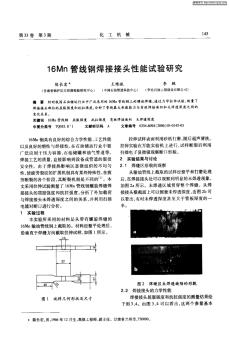
200616Mn管线钢焊接接头性能试验研究
格式:pdf
大小:1.0MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
钢筋焊接接头试验验报告
格式:pdf
大小:23KB
页数:2P
4.8
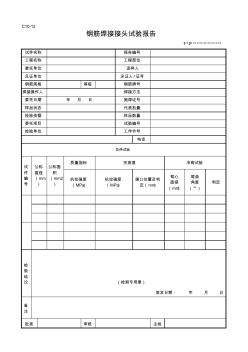
等级 电话 弯心 直径 (mm) 弯曲 角度 (°) 判定 备 注 审核 抗拉强度 (mpa) 实测值 抗拉强度 (mpa) 端口位置及判 定(mm) 拉伸试验 冷弯试验质量指标 样品数量 试验编号 工作令号 委托单位 见证单位 c10-12 钢筋焊接接头试验报告 □□□□□□□□□ 试件名称 工程名称 报告编号 工程部位 钢筋规格 焊接操作人 试 件 编 号 年月日 检验依据 委托项目 检验单位 样品状态 公称 直径 (mm ) 公称面 积 (mm2 ) 委托日期 (检测专用章) 签发日期:年月日 送样人 见证人/证号 钢筋牌号 焊接方法 施焊证号 代表批量 检 验 结 论 批准主检 12
异种钢焊接接头碳迁移试验现象的分析 异种钢焊接接头碳迁移试验现象的分析
格式:pdf
大小:362KB
页数:未知
4.8
针对奥氏体不锈钢和铁素体类耐热钢两类母材金属的特点以及相应的焊接工艺,为了研究时效因素对异种钢焊接接头碳迁移的影响规律,利用电子探针测定了铁素体母材一侧界面的碳分布状态,并为此设计了三个系列的试验,讨论了利用最小二乘法对试验数据进行拟合和对异种钢接头界面两侧碳迁移进行状态辨识的可能性,并从现象学上对碳迁移试验结果及拟合结果进行了分析。通过对试验结果的分析,发现随着服役温度的提高和时间的延长,碳迁移加剧,异种钢接头的增、脱碳层也逐渐变宽;对于这种接头的碳迁移,用最小二乘法拟合很难得到满意的结果

板厚为20mm,接头为对接的16MnR钢的焊接工艺
格式:pdf
大小:141KB
页数:6P
4.7
板厚为20mm,接头为对接的16mnr钢的埋弧焊焊接工艺 班级:xxxxx 姓名:xxxx 学号:xxxx 一、16mnr的化学成分及性能 二、16mnr的焊接性 三、焊接方法的选择 四、焊前准备 五、焊接材料 六、工艺参数的制订 七、焊机的选择 八、焊缝检查 16mnr的化学成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化学成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr钢是q345级的低合金高强度结构用钢,是生产中应用最广的钢材料。它只比q235 号钢多加入约1%的mn,屈服强度却提高了40%~50%,而且冶炼、加工性能和焊接性能都 较好,常见交货状态为热轧或正火,
16MnR(HIC)钢焊接接头抗氢致裂纹的试验精华文档
钢筋焊接接头试验报告
格式:pdf
大小:79KB
页数:8P
4.5
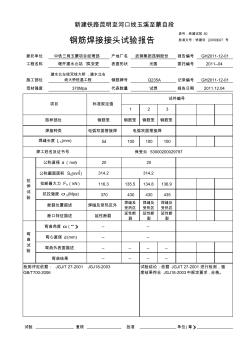
试验复核单位(章) 弯 曲 试 验 弯曲外表面描述 检测评定依据:jgj/t27-2001jgj18-2003 gb/t700-2006 试验结论:依据jgj/t27-2001进行检测,强 度结果符合jgj18-2003中规定要求,合格。 批准 ---- 弯曲结果-------- -------- 弯心直径d(mm)---- 弯曲角度α(°) 断口特征描述延性断裂 延性断 裂 延性断 裂 延性断 裂 断裂位置描述焊缝及受热区外 焊缝及 受热区 焊缝及 受热区 焊缝及 受热区 抗拉强度σb(mpa)370430430435 314.2314.2 拉断最大力fb(kn)116.3135.5134.8136.9 焊工姓名及证书号保受云53000200029797 拉 伸 试 验 公称直径a(mm)
表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.8
试验表9 委托单位:试验委托人:来样日期: 工程名称: 钢材总类:级别及规格: 产地: 焊条型号:操作人: 弯心直径 (mm)角度评定 结论: 负责人:计算:试验: 报告日期: 一、力学试验结果: 试验编号: 原材料试验编号: 审核: 钢筋焊接接头试验报告 试件 编号 部位: 牌号: 冷弯试验 断裂特征及位 置(mm) 极限强度 (n∕m)规格 横截面积 (m)备注 焊接类型: 试件代表数量: 试验日期:

钢筋焊接接头试验报告
格式:pdf
大小:21KB
页数:1P
4.6
试件代表数量: 计算:试验: 试验委托人: 厂别: 横截面积 (mm2) 极限强度 (mpa) 断裂位置 及特征 (mm) 焊条型号:操作人: 直径 (mm) 试验日期: 原材试验编号: 工程名称:部位: 来样日期: 焊接类型: 钢筋焊接接头试验报告 钢筋种类:级别及规格: 试验表9 试件编号 委托单位: 负责人:审核: 报告日期:年 月 日 试验编号: 牌号: 结论: 冷弯 备注弯心 直径 (mm) 角度评定

28钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.6
钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢材种类:级别及规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
16MnR(HIC)钢焊接接头抗氢致裂纹的试验最新文档
不锈钢焊接接头抗晶间腐蚀的试验研究 不锈钢焊接接头抗晶间腐蚀的试验研究
格式:pdf
大小:127KB
页数:未知
4.3
乙二醇生产过程中,特别是蒸发工段,蒸发器进塔热源为高温蒸汽,最高温度为180℃,最低为80℃,进料中除了乙二醇和水,还有二氧化碳、溶解氧、乙酸等。在使用过程中由于水中的溶解氧、co2以及副产有机酸等杂质,常常造成碳钢设备的比较严重的全面腐蚀、电化学腐蚀以及部分部位发生的冲刷腐蚀,使得钢板厚度减薄以及腐蚀穿孔,造成介质泄漏。
 SAF2205/16MnR爆炸法复合钢板焊接接头的耐腐蚀性能
SAF2205/16MnR爆炸法复合钢板焊接接头的耐腐蚀性能 SAF2205/16MnR爆炸法复合钢板焊接接头的耐腐蚀性能
格式:pdf
大小:1.8MB
页数:5P
4.8
采用钨极氩弧焊(tig)及焊条电弧焊(smaw)两种焊接工艺获得了saf2205/16mnr爆炸法复合钢板焊接接头;用化学浸泡法测试了接头的点腐蚀速率,用电化学腐蚀工作站测试了接头的极化曲线,并用光学显微镜观察了腐蚀形貌。结果表明:在6%fecl3+h2o和6%fecl3+15%hcl+h2o不同腐蚀条件下,smaw接头和tig接头的点腐蚀速率都很小;在室温条件下,不锈钢与接头焊缝金属区在3.5%nacl溶液中的抗电化学腐蚀性能强弱依次为不锈钢、tig接头、smaw接头,三者的自腐蚀电位都为-0.3v左右,两种接头均具有较好的耐腐蚀性能。
 气化炉壳体焊接接头裂纹修补工艺
气化炉壳体焊接接头裂纹修补工艺 气化炉壳体焊接接头裂纹修补工艺
格式:pdf
大小:393KB
页数:4P
4.5
本文总结了作者参加一企业事故抢修,材质为bhw35的气化炉壳体下锥体与筒体焊接接头,运行中产生形成裂纹原因分析、修补。
001-试验表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.4
试验: 报告日期:年月日 结论: 负责人:审核:计算: 评定 试件 编号 规格 横截面积极限强度 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度 焊条型号:操作人:试验日期: 年月日 产地:焊接类型: 试件代表数量:原材试验编号: 工程名称: 毕节双山新区职教园区路网工程三号路 部位: 钢材种类:级别及规格:牌号: 委托单位:试验委托人:来样日期: 年月日 钢筋焊接接头试验报告 试验表9 试验编号: 001
含半椭圆表面裂纹焊接接头断裂参量的试验研究 含半椭圆表面裂纹焊接接头断裂参量的试验研究
格式:pdf
大小:1.2MB
页数:5P
4.4
本文研究了半椭圆形表面裂纹最深点三维j积分的直接测试技术,并在此基础上,通过对高匹配焊接接头表面裂纹试样断裂力学参量j积分的试验测试,探讨了接头强度匹配对焊接表面裂纹扩展驱动力的影响。试验表明本文所采用的手段对于焊接表面裂纹断裂参量的测试是适用的,且结果也充分反映出焊接接头的力学性能不均匀性的影响作用。
焊接接头横向拉伸试验结果分析 焊接接头横向拉伸试验结果分析
格式:pdf
大小:82KB
页数:4P
4.4
通过一系列对比试验,研究分析了q345焊接试板焊接接头横向拉伸性能与全焊缝和焊板母材之间的差异,探索接头横向拉伸所得屈服强度与断后伸长率的合理性。结果表明,接头横向拉伸所获得的屈服强度值介于母材与全焊缝的值之间,且试验结果受所用引伸计标距的影响较为显著;接头横向拉伸断裂位置虽在母材上,但抗拉强度值要高于母材强度近20mpa,断后伸长率则比母材低了近10%,但仍高于全焊缝的值。
17MnNiVNbR钢焊接接头的性能 17MnNiVNbR钢焊接接头的性能
格式:pdf
大小:1.0MB
页数:4P
4.6
用电弧焊和埋弧焊对17mnnivnbr钢板进行了对接焊,并对焊接接头进行拉伸、冲击、落锤及裂纹尖端张开位移试验,用光学显微镜观察了焊缝和热影响区的显微组织。结果表明:焊后经(570±15)℃×1h热处理后,焊接接头综合性能优良,可满足国标的要求;焊缝组织由先共析铁素体、针状铁素体和颗粒状贝氏体组成,粗晶热影响区组织为粗大的贝氏体。
16MnR(HIC)钢焊接接头抗氢致裂纹的试验相关
文辑推荐
知识推荐
百科推荐


职位:消防施工团队
擅长专业:土建 安装 装饰 市政 园林


