




 马钢1580mm热轧薄板生产线技术方案选择建议
马钢1580mm热轧薄板生产线技术方案选择建议 马钢1580mm热轧薄板生产线技术方案选择建议
根据马钢"十一五"后期发展规划要求,提出了其核心工序1580mm热轧薄板生产线的规模及产品定位、工艺设备配置及技术参数选择、生产线建设模式、平面布置及运输等技术方案的建议,供公司最终决策参考。

日照钢铁1580mm热轧带钢工程要点
1 日照钢铁11#高炉工程 重力除尘系统施工方案 编制: 审核: 批准: 天津二十冶日照钢铁工程项目经理部 2007年4月30日 2 1、工程概况: 日钢11#高炉工程重力除尘系统,位于高炉东侧,三层框架 结构,测量控制、混凝土搅拌与浇筑作为质量控制重点。 2、施工目标: 2.1、质量目标: 符合合同和设计要求;保证设计所具有的安全、经济运行和 使用功能;符合政府法律、条例和规定,达到国家验收标准。 2.2、安全生产目标: 2.2.1、月均千人负伤率控制在0.2‰以下。 2.2.2、杜绝死亡事故,重大火灾、交通、机械设备事故为零。 2.2.3、施工现场安全达标。 3、编制依据: 本工程依据11#重力除尘系统结构施工图、现行建筑施工规 范、施工合同、施工组织设计、现场实际机具设备准备情况编制。 采用规范清单如下: gb500007-2002建筑地基基础设计规范 j
编辑推荐下载
唐山不锈钢1580mm热轧助卷辊AJC控制功能 唐山不锈钢1580mm热轧助卷辊AJC控制功能
格式:pdf
大小:461KB
页数:3P
 4.7
4.7
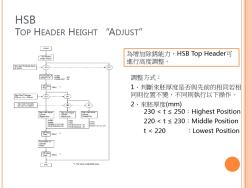
自动踏步控制(autojumpcontrol,ajc)功能是热轧卷取控制最为重要功能之一,对于成品钢卷的产品质量具有非常重要的影响。结合设计和编程思路,以及工程实践,深入介绍了ajc功能的位置和压力控制原理以及相应辊缝、夹紧力的转换计算方法,并对ajc功能实施效果的2个关键因素-助卷辊跳跃量设定和ajc踏步时序控制进行了说明。此功能在唐山不锈钢1580mm热轧卷取机上得到了很好的应用,控制效果明显。
京唐1580mm热轧钢卷运输系统问题的研究
格式:pdf
大小:8KB
页数:4P
4.3
京唐1580mm热轧钢卷运输系统问题的研究 【摘要】京唐1580mm热轧钢卷运输系统是新型运输系统,在使 用中多次出现的运输效率不高,系统稳定性不好的现象,本文从运 输效率低问题方面多角度多方面分析原因,并提出改进方案,在实 际系统改造中取得了良好的效益,较好的满足了生产。 【关键词】钢卷托盘运输传感器优化 一、引言 首钢京唐钢铁公司热轧1580mm工程双排式钢卷托盘运输系统是 首钢吸收热轧2250mm工程(世界首个热轧双排式钢卷托盘运输系 统)成功经验后自主开发研制的第二代双排式托盘运输系统。相比 它的姐妹第一代系统进行了三十多项优化改造措施。它具有更轻的 设备重量,更高的运输效率,更智能的自动化控制模式和更简便维 护、维修方式。它的投产标志着这一系统完全进入国产研制时代。 二、问题现象 双排式钢卷托盘运输系统相比传统的热板生产线步进梁式运输 系统运输效率成倍的提高,但是随着
1580mm热轧粗轧区铁皮冲沟施工技术热门文档
唐山不锈钢1580mm热轧宽带生产线工艺及装备分析 唐山不锈钢1580mm热轧宽带生产线工艺及装备分析
格式:pdf
大小:479KB
页数:3P
4.7
介绍了唐山不锈钢有限责任公司1580mm热轧宽带生产线的工艺流程、主要设备的技术参数、电器自动控制系统,指出了生产中存在的问题,提出了相应的解决措施。
武钢一热轧改造后粗轧区控制系统
格式:pdf
大小:321KB
页数:4P
4.4
武钢一热轧的工艺布置方案为目前国内少有的3/4连轧方式,这种布置方案不仅使得轧线上粗轧区的长度大大超出半连轧布置方案,而且对粗轧区的自动化控制系统也提出了更多的要求,除了需具备一般热轧厂单机架粗轧机的所有功能之外,还必须具备连轧的功能。根据该厂的具体情况,设计了粗轧区控制系统。运行结果证明,控制系统稳定可靠、操作方便快捷,很好地满足了用户的需求。
 1580mm拉伸弯曲矫直机在泰钢冷轧厂的应用
1580mm拉伸弯曲矫直机在泰钢冷轧厂的应用 1580mm拉伸弯曲矫直机在泰钢冷轧厂的应用
格式:pdf
大小:1.2MB
页数:3P
4.4
介绍了拉弯矫直机组的工作原理、结构组成、机组控制方式及可实现的功能。通过确定矫直板带材的延伸率及压下深度等关键工艺参数,实现板形的精整,矫直后,改善了大的板形缺陷,消除了带材边浪、中浪及瓢曲等。
宝钢三期工程1580mm热轧带钢厂电气传动和自动化装备水平简介
格式:pdf
大小:754KB
页数:6P
4.7
宝钢三期工程1580mm热轧带钢厂系引进日本三菱的技术。本文对该厂工艺条件进行了简要说明,着重对主、辅传动马达的形式、大容量gto元件所组成的交—直—交变频器及1gbt元件组成的直—交逆变器的主要性能及特点、设备监视系统mds技术及数据通讯技术的主要特点、多级计算机自动化系统装备水平进行了介绍。
1580mm热轧粗轧区铁皮冲沟施工技术精华文档
 二重提前完成宝钢三期工程1580mm热轧带钢设备设计制造任务
二重提前完成宝钢三期工程1580mm热轧带钢设备设计制造任务 二重提前完成宝钢三期工程1580mm热轧带钢设备设计制造任务
格式:pdf
大小:157KB
页数:1P
4.7
1580mm热轧带钢轧机、是宝钢三期工程的关键设备和咽喉工程。它将为上海益昌冷轧厂、宝钢三期1420mm和1550mm冷轧机提供原料,主要生产电工钢、镀锡钢板、硅钢板等薄带卷材料,其产品性能和精度要求极高。并且要求这套设备到2000年仍然保持先进性,所以可以称为当代最先进的热连续带钢轧机。1993年10月三菱联合体中标。同年11月20日,以宝钢国际经济贸易总公司、中国技术进出口总公司为买方与日本三菱为代表的卖方联合体在上海签署了《宝山钢铁(集团)公司一五八○毫米热轧带钢厂成套设备合同》。该套设备的机械部分国产率占70%,由中国重型机械总公司联合一重、二重、沈重等8个企业共同承担。二重集团公司承担的包括精轧机等关键设备占国产设备的40%,计6000余吨。

宝钢1580热轧自动化系统改造自主集成实践
格式:pdf
大小:436KB
页数:7P
4.5
宝山钢铁股份有限公司1580热轧自动化系统改造完全自主设计、自主成套硬件系统、自主调试,改造采用了系统并行切换及接口、高速数据采集、大侧压控制、自动宽度及厚度控制、多级穿带、自动板形控制、卷取温度控制等系列技术,实现了东西方电气技术的高度融合,形成了系统稳定、性能优异、架构合理、接口开放的新的控制系统。改造后的1580热轧5大精度指标达到了国际先进水平。
上钢一厂1780mm热轧工程超深旋流池施工技术
格式:pdf
大小:370KB
页数:3P
4.3
1概况上钢一厂1780mm热轧工程旋流池位于热轧主厂房北侧,其埋深约33m,为一外径约30.1m的圆筒结构,筒外壁为1.0m厚地下连续墙围护结构和0.8m厚内衬相结合的整体复合墙体。旋流池有效内径为26.5m,有效容积为1450m3。1.1工程地质条件据地质资料介绍,该地区的地下含有上、下2层承压含水层。第1层承压水位于(7)的砂质粉土层
1580mm热轧粗轧区铁皮冲沟施工技术最新文档
不锈钢热轧粗轧控制系统 不锈钢热轧粗轧控制系统
格式:pdf
大小:243KB
页数:4P
4.3
酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。
天铁热轧板卷轧机基础施工技术
格式:pdf
大小:201KB
页数:5P
4.7
天铁热轧板卷主轧线轧机基础在施工中综合运用"后浇带"施工法、多层纤维板大模板技术、大体积砼温度控制施工技术。有效地控制了超大型箱体基础有害裂缝的发生,提高了混凝土基础外观质量,缩短了施工周期,在432m的主轧线基础施工中,创造了国内同类型基础施工的最短记录,达到施工质量又快又好的效果。
年产200万吨1580热轧带钢生产线工艺设计
格式:pdf
大小:120KB
页数:10P
4.5
专业编制可行性研究报告了解更多详情..咨询公司网址http://www.***.*** i 年产200万吨1580热轧带钢生产线 工艺设计 摘要 本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆 布置。产品范围1.5~18mm,典型产品5mm。产品要求品种广泛,质量优良。 设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程 计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核, 辅助设备校核,金属平衡、燃料消耗计算。 为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光 洁度都有较高要求,对温度有更严格的制度。粗轧机配置cvc,控制凸度,严 格控制中间坯凸度,也提高粗轧压下量。采取辊道边部加热、层流边部遮挡,保 证热卷产品残余应力较小。采用新型板凸度仪,高效处理凸度信息,实现凸度、 平直度
1580热轧厂层冷系统框架功能适应性改造施工方案
格式:pdf
大小:765KB
页数:56P
4.7
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstco
鞍钢1580mm热轧带钢生产线板形控制技术 鞍钢1580mm热轧带钢生产线板形控制技术
格式:pdf
大小:79KB
页数:未知
4.8
结合鞍钢1580mm热轧带钢生产线,分析热轧板带钢的板形控制技术,以达到解决板形不良的问题的目的。
首钢京唐公司1580mm热连轧机精轧二级模型控制系统 首钢京唐公司1580mm热连轧机精轧二级模型控制系统
格式:pdf
大小:445KB
页数:未知
4.3
介绍了对首钢京唐公司1580mm热连轧生产线精轧二级控制系统的基本结构、控制功能、数学模型和控制效果。该系统完全由国内自主集成,采用模块化设计,数学模型主要使用物理模型,同时保留了对模型参数的人工干预功能。另外,高性能服务器硬件配置既保证了物理模型高精度,又保证了工业控制稳定性和实时性的要求。实践表明,该系统的模型控制精度达到了国际先进水平。
IMS仪表在日钢1580mm热连轧项目出现的故障及处理方法 IMS仪表在日钢1580mm热连轧项目出现的故障及处理方法
格式:pdf
大小:229KB
页数:未知
4.7
日照钢铁1580mm热轧带钢厂引进了德国ims公司测厚、凸度和平直度仪3个仪表,都分别安装在精轧f7出口。用于准确地检测精轧出口带钢的板型和厚度情况,并且能够将检测数据迅速地传送到一级程序中形成闭环,通过闭环控制提高带钢的控制精度。介绍了3个仪表的工作原理,并对仪表常出现的故障和排除方法进行了总结。
降低日钢1580热轧线精轧支承辊辊耗的研究 降低日钢1580热轧线精轧支承辊辊耗的研究
格式:pdf
大小:249KB
页数:未知
4.6
针对日钢1580热轧线精轧支承辊辊耗高的问题,分析了精轧支承辊所受的应力,认为接触应力是精轧支承辊疲劳失效的主要诱因;从理论和实践两个角度确定了精轧支承辊合理磨削量,保证了精轧支承辊的正常使用,有效降低了辊耗。
1580mm热轧粗轧区铁皮冲沟施工技术相关
文辑推荐
知识推荐
百科推荐

职位:研发建筑师
擅长专业:土建 安装 装饰 市政 园林


