




编辑推荐下载
12Cr1MoV钢管道焊接工法
格式:pdf
大小:85KB
页数:6P
 4.4
4.4
珠光体耐热钢 12cr1mov管道焊接工法 以cr-mo为基的低、中合金珠光体耐热钢(其基体组织为珠光体或珠光体+ 铁素体)具有很好的抗氧化性和热强性,工作温度可高达600℃,广泛应用于制 造蒸汽动力发电设备;这类钢还具有良好的抗硫和氢腐蚀能力,因此在石油化工 上也得到了广泛的应用。详细分析母材合金化和焊接性的基础上,做了焊接工艺 试验,并不断总结和反复研讨施工中出现的各种情况,形成了本工法. 母材的合金化原理 珠光体耐热钢的含cr量一般为0.5~9%,在钢中加入铬后,由于铬和氧的亲 和力大于铁,高温时,在金属表面首先形成一层致密的氧化铬保护膜,从而可以 防止内部金属氧化。其含mo量一般为0.5%或1%,由于mo本身的熔点很高, 因而能显著提高金属的高温强度。随着cr、mo含量的增加,钢的抗氧化性、高 温强度和抗硫化物腐蚀性能也都增加。其中的
12Cr1MoV大口径钢管焊接工艺
格式:pdf
大小:1.3MB
页数:3P
4.7
**资讯 http://www.cqvip.com **资讯 http://www.cqvip.com **资讯 http://www.cqvip.com
12Cr1MoV与321异种钢管的焊接热门文档
12Cr1MoV焊接工艺Ws
格式:pdf
大小:39KB
页数:3P
4.4
gy016 过热器12cr1mov 焊接工艺 作业日期: 批准: 审核: 编制: 过热器12cr1mov焊接工艺 材质:12cr1mov规格:ф42×5 采用tig全氩弧焊,焊丝采用r31。 一、坡口制作 采用v型坡口、单面坡口30o全部采用机加工并符合图样要求 a a=30o b=2mm δp=1~2mm δ=5mm pb 二、焊前准备 1.将300、1200弯从距离管子弯曲起点至少70mm处切开,以方便焊接600、900弯与联箱的对接焊口。 2.将管口内、外壁10—15mm范
 12Cr1MoV低合金钢管的焊接组织与性能
12Cr1MoV低合金钢管的焊接组织与性能 12Cr1MoV低合金钢管的焊接组织与性能
格式:pdf
大小:853KB
页数:3P
4.7
通过对12cr1mov低合金钢管试验及分析,结果表明,其力学性能符合标准。焊缝及热影响区组织为贝氏体+铁素体,焊缝和细晶区晶粒细小、显微硬度较高;粗晶区晶粒粗大、硬度较低;基体组织为铁素体+珠光体,硬度更低。总体焊接性能良好,尚能满足使用要求。

SA213-T91与12Cr1MoV异种钢小径管TIG焊接技术-最新资料
格式:pdf
大小:10KB
页数:5P
4.8
sa213-t91与12cr1mov异种钢小径管tig焊接技术 0.前言 焊接是通过加热或加压或两者并用,并且用或不用填充材 料,使焊件达到结合的一种方法。焊接工作是电站施工建设中的 重要环节,焊接质量已成为施工中最重要的因素,从而对焊接的 施工质量提出了越来越高的要求。在抚顺发电厂(2×300mw)#2 供热机组的工程中,其中锅炉末级过热器有一段焊口的材质为 sa213-t91与12cr1mov的异种钢焊接(管径ф51×11),本文结 合现场实际工作条件,对sa213t91与12cr1mov(b类ⅲ级与b类 ⅰ级)的焊接形成了一套严格的焊接操作技术,保证了焊接质量。 1.焊接性能分析 sa213-t91属于马氏体耐热钢,是一种改进的9crlmo钢,它 是在9cr1mo钢的基础上通过添加v、nb等微量元素形成的。具 有较低的热膨胀系数和良好
12Cr1MoV合金钢管的焊接工艺
格式:pdf
大小:45KB
页数:5P
4.8
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使 接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)mt检查, 无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金 属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度 250~300度;层间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径 2.5mm,电流100~140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、 r316
12Cr1MoV合金钢管的焊接工艺
格式:pdf
大小:37KB
页数:4P
4.5
12cr1mov合金钢管的焊接工艺 工艺:12cr1mov钢中的cr、mo、v等强烈的碳化物形成元素有使接头过热区产 生再热裂纹的倾向。坡口机加工后(焊接前)mt检查,无裂纹、无缺陷,焊前坡口及 周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。 焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层 间温度应在预热温度控制范围内。 gtaw(纯ar气体保护):建议采用tig-r31(含v)焊丝,直径2.5mm,电流100~ 140a。 如果有一定壁厚,管径不是很小的话,建议采取gtaw+smaw。 smaw:焊条采用r337,规格可以按实际情况来定。 焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。 12cr1mov最好采用相应成分的耐热钢焊条,如r310、r312、r317、r316f
12Cr1MoV与321异种钢管的焊接精华文档
 P91+12Cr1MoV异种钢超厚壁大径管焊接工艺
P91+12Cr1MoV异种钢超厚壁大径管焊接工艺 P91+12Cr1MoV异种钢超厚壁大径管焊接工艺
格式:pdf
大小:196KB
页数:3P
4.5
介绍了山西电建四公司首次焊接sa335-p91+12cr1movg钢超厚壁大径管异种钢焊接方法、工艺控制及焊接过程中的注意事项。通过对sa335-p91钢和12cr1movg钢焊接性和机械性能的对比分析,制定了合理的焊接工艺,同时在施焊过程中严格控制预热温度、层间温度和焊后热处理参数,控制焊接线能量大小,并且在钨极氩弧焊打底时要保证充氩良好,最终确保获得性能优良的焊接接头。机组投运后正常稳定运行表明,此种焊接工艺是可行的。
12Cr1MoV钢主蒸汽管道焊接工艺 12Cr1MoV钢主蒸汽管道焊接工艺
格式:pdf
大小:448KB
页数:3P
4.4
针对安装中遇到的12cr1mov耐热钢管的焊接问题,通过对12cr1mov钢进行焊接性能分析,制定了合理的焊接施工工艺。实践证明:采用该工艺进行焊接,可以获得了优良的焊缝,能够保证管道的安全运行。该工艺能为类似的管道焊接提供借鉴。
12Cr1MoV小壁厚钢管国标热处理工艺的探讨与优化 12Cr1MoV小壁厚钢管国标热处理工艺的探讨与优化
格式:pdf
大小:80KB
页数:2P
4.7
本文对12cr1mov小壁厚(s≤15mm)钢管国标热处理工艺及产品质量进行了研究。结果表明:小壁厚钢管最佳的正火温度在950℃~970℃。依据此工艺进行热处理的钢管在优化材料物理性能的同时,还可以降低能耗,减少原材料的消耗。
12Cr1MoV与321异种钢管的焊接最新文档
浅谈P91+12C r1MoV异种钢超厚壁大径管焊接工艺 浅谈P91+12C r1MoV异种钢超厚壁大径管焊接工艺
格式:pdf
大小:448KB
页数:3P
4.7
首次对sa335—p91+12crlmovg钢超厚壁大径管异种钢进行施焊,通过设置合理的焊接方法、工艺控制及焊接过程中的注意事项,使机组的运行正常,其结果表明此种工艺是可行的。
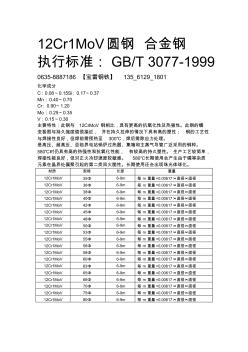
12Cr1MoV圆钢12Cr1Mo合金钢
格式:pdf
大小:16KB
页数:1P
4.5
12cr1mov圆钢合金钢 执行标准:gb/t3077-1999 0635-8887186【宝雷钢铁】135_6129_1801 化学成分 c:0.08~0.15si:0.17~0.37 mn:0.40~0.70 cr:0.90~1.20 mo:0.25~0.35 v:0.15~0.30 主要特性:此钢与12crmov钢相比,具有更高的抗氧化性及热强性。此钢的蠕 变极限与持久强度值很接近,并在持久拉伸的情况下具有高的塑性;钢的工艺性 与焊接性良好,但焊前需预热至300℃,焊后需除应力处理。 是高压、超高压、亚临界电站锅炉过热器、集箱和主蒸气导管广泛采用的钢种。 580℃时仍具有高的热强性和抗氧化性能,有较高的持久塑性。生产工艺较简单, 焊接性能良好,但对正火冷却速度较敏感。580℃长期使用会产生由于磷等杂质 元素在晶界处偏聚引起的第二类回火脆性。长期
合金钢12Cr1MoV厚壁管道焊缝裂纹的防止
格式:pdf
大小:33KB
页数:3P
4.7
合金钢12cr1mov厚壁管道焊缝裂纹的防止 摘要:合金钢12cr1mov的化学成分,是在cr-1mo合金的基础上,加入质量分数在0.15~ 0.3%钒的耐热钢,这种钢具有较强抗氧化性和耐热性,其工作温度可高达580℃, 在化工、石油、电力行业中使用非常广泛。12cr1mov钢属于珠光体耐热钢,由于 含碳量及合金元素较多,使塑性、韧性降低,焊接性变差,焊件焊接后极易出现裂 纹。2010年我公司承建的河南永城龙宇煤化工项目220吨锅炉工程,热电车间的 高压蒸汽管道采用的是12cr1mov合金钢材质,管径为φ426mm,厚度为δ=36mm的 厚壁管道,其施工中的难点就在于如何在焊接过程及热处理上对焊缝裂纹的有效防 止。 关键词:合金钢12cr1mov厚壁管道焊接裂纹防止 1常见焊缝裂纹成因分析 12cr1mov钢属于低合金钢耐热钢,加热
不同工艺条件下12Cr1MoV管线的焊接接头性能测试与分析 不同工艺条件下12Cr1MoV管线的焊接接头性能测试与分析
格式:pdf
大小:40KB
页数:2P
4.3
通过拉伸、弯曲、硬度及残余应力测试,对12cr1mov管线模拟不同工艺措施条件下的焊接接头的性能进行了分析和比较,为制定其焊接工艺措施,也为其失效分析提供参考。
不同中间层TLP连接TP304H和12Cr1MoV钢管接头的组织和性能 不同中间层TLP连接TP304H和12Cr1MoV钢管接头的组织和性能
格式:pdf
大小:1.0MB
页数:4P
4.5
选用不同的fenicrsib非晶箔合金作中间层,氩气保护,对12cr1mov和tp304h钢管进行了瞬时液相扩散(tlp)连接,分析了不同中间层接头的显微组织、力学性能。结果表明:工艺参数为1230℃和1240℃,保温3min,压力4mpa时,用fenicrsib(b)和fenicrsib(a)中间层连接的接头,其室温下的抗拉强度等于或超过基体,而fenicrsib(c)中间层连接的接头性能最差。
耐热钢12Cr-1MoV的焊接与返修 耐热钢12Cr-1MoV的焊接与返修
格式:pdf
大小:112KB
页数:1P
4.5
结合耐热钢12cr-1mov的焊接生产实践,探讨了12cr-1mov钢在焊接与返修中的质量控制问题。
1Cr5Mo与20钢管异种接头的焊接 1Cr5Mo与20钢管异种接头的焊接
格式:pdf
大小:345KB
页数:未知
4.5
通过1cr5mo与20钢管的焊接试验,选择了j507焊条为该异种接头的焊接材料,并给出了防止裂纹、保证工程焊接质量的有效工艺措施.试验结果在工程中得到应用并取得了满意效果.
1Cr5Mo与20钢管异种接头的焊接 1Cr5Mo与20钢管异种接头的焊接
格式:pdf
大小:74KB
页数:3P
4.4
通过1cr5mo与20钢管的焊接试验,选择了j507焊条为该异种接头的焊接材料,并给出了防止裂纹、保证工程焊接质量的有效工艺措施。试验结果在工程中得到应用并取得了满意效果。
12Cr1MoV与321异种钢管的焊接相关
文辑推荐
知识推荐
百科推荐


职位:建筑工程师
擅长专业:土建 安装 装饰 市政 园林


