

Ф10mm螺纹钢的五切分轧制新工艺开发-精品文档
格式:pdf
大小:9KB
页数:5P
人气 :71
 4.8
4.8
Ф10mm螺纹钢的五切分轧制新工艺开发 1 公司轧厂五切分工艺发展简述 萍钢公司轧厂高棒车间先后开发了 Ф16mm、Ф18mm、Ф20mm 三种规格的二切分轧制工艺,进而开发了 Ф14mm的三切分轧制 工艺,在此基础上又开发了 Ф12mm的四切分轧制工艺。公司轧 钢厂本着永不停步的精神,在四切分生产工艺成熟稳定的基础 上,又向 Ф10mm五切分轧制工艺这一世界先行技术进行探索, 经过一段时期的工艺探索和生产实践,五切分轧制生产逐步稳 定,工艺日趋成熟。目前公司轧厂 Ф10mm五切分最高班产达到 950吨,最高日产超过 2700吨。 2 车间工艺布置 萍钢公司轧钢厂棒材车间于 2003年 6 月动工兴建, 2004年 8月建成投产。采用全连续式平立交替无扭轧制,控轧、控冷等 先进工艺,自动化程度高。设计轧制坯料为规格为 170×170×9000mm,可生产规格为 Φ10~Φ32mm螺纹钢及圆



 Φ12 mm螺纹钢五切分轧制技术的研发
Φ12 mm螺纹钢五切分轧制技术的研发 Φ12 mm螺纹钢五切分轧制技术的研发
介绍了在原四切分轧制技术基础上通过孔型和导卫设计等技术改造,自主研发φ12mm螺纹钢五切分轧制技术,达到降本提产的效果,为公司创造显著的经济效益。
Φ25 mm螺纹钢筋两切分新工艺开发 Φ25 mm螺纹钢筋两切分新工艺开发
安源轧钢厂开发φ25mm螺纹钢筋两切分生产工艺,包括孔型设计及导卫改进等方面,φ25mm螺纹钢筋两切分轧制产品性能满足gb1499.2-2007要求,实现批量稳定生产。
编辑推荐下载
φ14mm螺纹钢三切分轧制工艺优化 φ14mm螺纹钢三切分轧制工艺优化
格式:pdf
大小:195KB
页数:3P
4.6
介绍了棒线型材厂三切分轧制φ14mm螺纹钢筋时实施的孔型优化、关键导卫备件尺寸优化、轧制通道改造、生产操作的标准化等改造与优化,以及效果。
Ф12mm螺纹钢三切分轧制工艺开发与应用 Ф12mm螺纹钢三切分轧制工艺开发与应用
格式:pdf
大小:149KB
页数:3P
4.5
宣钢公司在中、精轧水平轧机上开发ф12mm螺纹钢三切分轧制,通过设备改进及工艺优化,解决了折叠、三线尺寸控制不稳定、切偏头等问题,平均日产量比原来的双线切分轧制提高19%。在产量增加的同时,吨钢电耗、煤气单耗均有一定程度降低,成品速度由双线切分的15m/s降低至13m/s,实现了效益最大化。
10mm螺纹钢的五切分轧制新工艺开发热门文档
Φ18mm螺纹钢筋二线切分轧制工艺开发实践 Φ18mm螺纹钢筋二线切分轧制工艺开发实践
格式:pdf
大小:135KB
页数:3P
4.3
棒材连轧生产线可应用切分轧制工艺实现提高产量、节约成本。本文结合某钢铁厂棒材生产线的实际情况,设计开发了φ18mm大规格螺纹钢筋二线切分轧制工艺,对切分轧制孔型系统和导卫装置的选择和设计进行了较为详细的分析。
Φ10mm带肋钢筋五线切分轧制工艺开发 Φ10mm带肋钢筋五线切分轧制工艺开发
格式:pdf
大小:974KB
页数:4P
4.4
介绍了石横特钢棒材生产线开发φ10mm带肋钢筋五线切分轧制工艺的工艺方案、孔型和导卫设计,以及生产中存在的问题与解决措施,该生产线故障率低,机时产量达116t/h,电耗为83.95kwh/t。
Φ12mm螺纹钢四切分轧制工艺优化 Φ12mm螺纹钢四切分轧制工艺优化
格式:pdf
大小:183KB
页数:未知
4.4
介绍了在第五棒材生产线在四切分轧制φ12mm螺纹钢筋时,实施的料型优化、导卫改进、轧辊孔型修改、收严温度控制范围等攻关措施,使达产率〉90%,轧废率降低至0.08%,成材率达103.1%。
Φ12mm螺纹钢四线切分轧制的改进
格式:pdf
大小:1.2MB
页数:4P
4.7
φ12mm螺纹钢四线切分轧制的改进 作者:王峰,wangfeng 作者单位:河北钢铁集团唐钢唐银钢铁公司,河北唐山,063020 刊名:河北冶金 英文刊名:hebeimetallurgy 年,卷(期):2012(10) 参考文献(1条) 1.夏朝开;孙建梅;郅鹤生切分轧制技术在水钢小型连轧机的应用[期刊论文]-轧钢2001(03) 本文链接:http://d.wanfangdata.com.cn/periodical_hbyj201210014.aspx
四切分轧制Ф12mm螺纹钢成品勾头冲出口故障的处理 四切分轧制Ф12mm螺纹钢成品勾头冲出口故障的处理
格式:pdf
大小:180KB
页数:3P
4.4
分析柳钢棒线型材厂四切分轧制ф12mm螺纹钢成品勾头冲出口工艺故障的原因,介绍采取的孔型优化、精轧导卫优化、精轧轧制通道优化和推行标准化作业等措施。
10mm螺纹钢的五切分轧制新工艺开发精华文档
四切分轧制Ф12mm螺纹钢成品勾头冲出口故障的处理 四切分轧制Ф12mm螺纹钢成品勾头冲出口故障的处理
格式:pdf
大小:180KB
页数:3P
4.4
分析柳钢棒线型材厂四切分轧制ф12mm螺纹钢成品勾头冲出口工艺故障的原因,介绍采取的孔型优化、精轧导卫优化、精轧轧制通道优化和推行标准化作业等措施。
Φ12mm螺纹钢四线切分轧制的改进 Φ12mm螺纹钢四线切分轧制的改进
格式:pdf
大小:191KB
页数:3P
4.3
介绍了唐钢唐银钢铁公司φ12mm螺纹钢四线切分轧制孔型系统的选择和应用情况,对生产中出现的16架顶出口堆钢频繁、16架切分后的堆钢、切分轧制四线差、精整区域乱钢和扎钢等问题提出了改进措施。改进后,该生产线平均日产量提高18%以上,吨钢成本降低20元以上,取得了较好效果。
浅析螺纹钢三切分轧制技术 浅析螺纹钢三切分轧制技术
格式:pdf
大小:102KB
页数:1P
4.4
随着钢铁行业的发展,生产投入越来越大。为了提高生产效率,降低生产成本,钢铁切分轧制技术得到不断发展,工艺日趋成熟,其也由开始的二切分发展到三切分。本文就切分轧制技术的发展起源、切分轧制技术的分类和三切分轧制技术的难点进行了探讨,希望可以提高钢铁企业的利润。
Φ16mm螺纹钢筋三切分轧制技术应用分析 Φ16mm螺纹钢筋三切分轧制技术应用分析
格式:pdf
大小:678KB
页数:4P
4.5
为提高产量、降低生产成本和实现节能减排,萍钢通过技术改造,将φ16mm螺纹钢筋由原来的二切分轧制改造成三切分轧制,取得了较好的经济效益。
Ф12mm螺纹钢三切分轧制生产技术攻关 Ф12mm螺纹钢三切分轧制生产技术攻关
格式:pdf
大小:194KB
页数:2P
4.4
本文主要介绍了三钢劳服公司棒材厂中ф12mm螺纹钢三切分轧制轧制工艺,以及在实际生产过程中的常见问题和改进措施。
10mm螺纹钢的五切分轧制新工艺开发最新文档
φ12mm螺纹钢两线切分轧制头部不齐问题的解决
格式:pdf
大小:9KB
页数:5P
4.7
φ12mm螺纹钢两线切分轧制头部不齐问题的解决 【摘要】针对八钢φ12mm带肋钢筋实施两线切分 轧制后,两线轧件在冷床上头部不易对齐问题进行了分析, 认为其产生的原因是切分后的2根轧件存在尺寸差,为此提 出了具体的改进措施和调整办法。 【关键词】切分轧制;尺寸差;调整 1概况 八钢φ12mm带肋钢筋实施两线切分轧制后,两线轧件 在冷床上头部不易对齐,最大长度差达300mm以上。由于 两线轧件在冷床的同一齿条中,冷床的1个动作周期同时移 动2根钢,在对齐辊道上,两线轧件的横肋相互咬合,导致 在对齐辊道上对齐时只能产生很小的对齐量,因此轧件头部 不易对齐。如果强行对齐,会造成轧件弯曲,形成乱钢。在 定尺冷剪时,为了保证把每根轧件的头部切除,每板钢必须 多切300mm左右,造成剪切废品量增多,且剪切周期长。 另外,由于轧件在冷床上对不齐,因而产生较多非定尺,降
Φ10mm带肋钢筋四线切分轧制技术的开发与应用 Φ10mm带肋钢筋四线切分轧制技术的开发与应用
格式:pdf
大小:695KB
页数:4P
4.6
介绍了φ10mm热轧带肋钢筋四线切分工艺孔型系统的设计、导卫系统的选择以及轧制过程中调整操作要点。同时,介绍了山东石横特钢集团轧钢厂φ10mm带肋钢筋四线切分轧制的技术经济指标,经济效益显著。
 二切分Φ12mm螺纹钢轧后穿水改造
二切分Φ12mm螺纹钢轧后穿水改造 二切分Φ12mm螺纹钢轧后穿水改造
格式:pdf
大小:425KB
页数:3P
4.5
对二切分φ12mm螺纹钢轧后穿水改造后出现的堆钢、弯曲度超差、上冷床顶钢乱钢的问题进行了分析,提出了具体的解决办法。
Φ14螺纹钢三切分轧制技术的应用 (2)
格式:pdf
大小:222KB
页数:6P
4.8
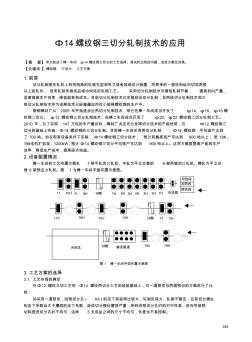
349 φ14螺纹钢三切分轧制技术的应用 【摘要】本文叙述了棒一车间φ14螺纹钢三切分的工艺选择、调试时出现的问题、改进方案及效果。 【关键词】螺纹钢三切分工艺方案 1.前言 切分轧制是在轧机上利用特殊的轧辊孔型和导卫或者其他切分装置,将原来的一根坯料纵向切成两根 以上的轧件,进而轧制多根成品或中间坯的轧制工艺。采用切分轧制技术可缩短轧制节奏,提高机时产量, 显著提高生产效率,降低能耗和成本。目前切分轧制技术已发展到五切分轧制,且两线切分轧制技术和三 线切分轧制技术作为成熟技术已经普遍应用在小规格螺纹钢的生产中。 鄂钢棒材厂从2005年开始逐步应用切分轧制技术,现已在棒一车间成功开发了φ14、φ16、φ18螺 纹钢二切分、φ12螺纹钢三切分轧制技术,在棒二车间成功开发了φ20、φ22螺纹钢二切分轧制工艺。 2010年,为了实现147万吨的年产量目标,棒
10mm螺纹钢的五切分轧制新工艺开发相关
文辑推荐
知识推荐
百科推荐


职位:环保工程师
擅长专业:土建 安装 装饰 市政 园林


