

KV高压电缆中间头制作过程
格式:pdf
大小:16.1MB
页数:22P
人气 :62
 4.4
4.4
1ꎬ쟐룮뗧샂ꆣ붫듽뷓춷뗄솽뛎뗧샂ퟔ뛏뿚뒦붻뗾ꎬ붻뗾뎤뛈캪 200~300mm ꎻ솿좡붻뗾 뎤뛈뗄 훐탄쿟늢ퟷ볇뫅ꎬ춬쪱붫뫚즫쳮돤놣쇴뫳랭ꎬ늻튪룮뛏ꆣ 2ꎬ 킾쿟뒦샭ꎨ놾듎훆ퟷ톡폃죈쯵쳗볾캪헣붭뫬맢뷰뻟뗧웷폐쿞릫쮾뗄 JSY10/3.2 70-120mm ꎩ 붫죈쯵쳗볾훐튻뎤튻뛌솽룹횱뺶ퟮ듳뗄뫚즫쯜쇏맜럖뇰쳗죫솽뛎뗧샂ꎬ좻 뫳뒦샭쿟킾ꆣ 3ꎬ 잦뇊춷쳘킴 잦뇊춷뒦샭폃살럖즢뗧뎡럖늼펦솦ꆣ 4 ꎬ 쟥뷠냫떼닣 폃뢽듸뗄쟥쾴볁쟥뷠킾쿟ꎨ힢틢헻룶맽돌닙ퟷ헟튪놣돖쫖뗄룉뺻ꎩ 5 ꎬ 냼닸펦솦쫨즢붺늢쳗죫펦솦뿘훆맜ꎨ춼훐뫚즫뛌맜ꎩ 6 ꎬ 뫦뾾펦솦뿘훆맜 폒닠캪뫦뫃뗄펦솦맜 7ꎬ 퓚뎤뛋캲늿쳗죫웁뇎춭췸ꆣ 8 ꎬ퓚뎤뛋틀듎쳗죫뻸풵닄쇏ꎬ뛌뛋쳗죫쓚냫떼뗧맜ꎻ 퓚뎤뛋내춼쯹쪾ꎬ틀듎쳗죫ꎨ 1ꎬ 쓚닣뫬즫쓚뻸풵맜ꎩ ꆢꎨ 2ꎬ훐볤뫬즫췢뻸풵맜ꎩꆢꎨ 3ꎬ췢닣뫚즫췢냫떼뗧



10KV高压电缆中间头制作过程
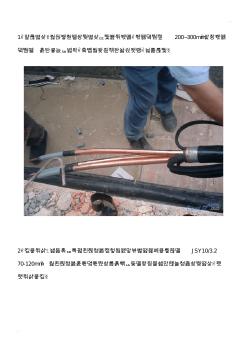
..1ꎬ쟐룮뗧샂ꆣ붫듽뷓춷뗄솽뛎뗧샂ퟔ뛏뿚뒦붻뗾ꎬ붻뗾뎤뛈캪200~300mmꎻ솿좡붻뗾뎤뛈뗄훐탄쿟늢ퟷ볇뫅ꎬ춬쪱붫뫚즫쳮돤놣쇴뫳랭ꎬ늻튪룮뛏ꆣ2ꎬ킾쿟뒦샭ꎨ놾듎훆ퟷ톡폃죈쯵쳗볾캪헣붭뫬맢뷰뻟뗧웷폐쿞릫쮾뗄jsy10/3.270-120mmꎩ붫죈쯵쳗볾훐튻뎤튻뛌솽룹횱뺶ퟮ듳뗄뫚즫쯜쇏맜럖뇰쳗죫솽뛎뗧샂ꎬ좻뫳뒦샭쿟킾ꆣ ..3ꎬ잦뇊춷쳘킴잦뇊춷뒦샭폃살럖즢뗧뎡럖늼펦솦ꆣ ..4ꎬ쟥뷠냫떼닣폃뢽듸뗄쟥쾴볁쟥뷠킾쿟ꎨ힢틢헻룶맽돌닙ퟷ헟튪놣돖쫖뗄룉뺻ꎩ ..5ꎬ냼닸펦솦쫨즢붺늢쳗죫펦솦뿘훆맜ꎨ춼훐뫚즫뛌맜ꎩ ..6ꎬ뫦뾾펦솦뿘훆맜폒닠캪뫦뫃뗄펦솦맜 ..7ꎬ퓚뎤뛋캲늿쳗죫웁뇎춭췸ꆣ ..8ꎬ퓚뎤뛋틀듎쳗죫뻸풵닄쇏ꎬ뛌뛋쳗죫쓚냫떼뗧맜ꎻ퓚뎤뛋내춼쯹쪾ꎬ틀듎쳗죫ꎨ1ꎬ쓚닣뫬즫쓚뻸풵맜ꎩꆢꎨ
10KV高压电缆中间头制作过程 (2)
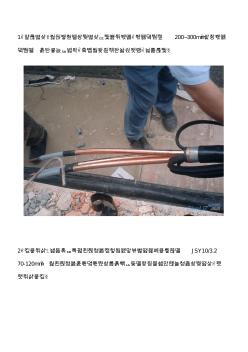
1ꎬ쟐룮뗧샂ꆣ붫듽뷓춷뗄솽뛎뗧샂ퟔ뛏뿚뒦붻뗾ꎬ붻뗾뎤뛈캪200~300mmꎻ솿좡붻뗾뎤뛈뗄훐탄쿟늢ퟷ볇뫅ꎬ춬쪱붫뫚즫쳮돤놣쇴뫳랭ꎬ늻튪룮뛏ꆣ2ꎬ킾쿟뒦샭ꎨ놾듎훆ퟷ톡폃죈쯵쳗볾캪헣붭뫬맢뷰뻟뗧웷폐쿞릫쮾뗄jsy10/3.270-120mmꎩ붫죈쯵쳗볾훐튻뎤튻뛌솽룹횱뺶ퟮ듳뗄뫚즫쯜쇏맜럖뇰쳗죫솽뛎뗧샂ꎬ좻뫳뒦샭쿟킾ꆣ 3ꎬ잦뇊춷쳘킴잦뇊춷뒦샭폃살럖즢뗧뎡럖늼펦솦ꆣ 4ꎬ쟥뷠냫떼닣폃뢽듸뗄쟥쾴볁쟥뷠킾쿟ꎨ힢틢헻룶맽돌닙ퟷ헟튪놣돖쫖뗄룉뺻ꎩ 5ꎬ냼닸펦솦쫨즢붺늢쳗죫펦솦뿘훆맜ꎨ춼훐뫚즫뛌맜ꎩ 6ꎬ뫦뾾펦솦뿘훆맜폒닠캪뫦뫃뗄펦솦맜 7ꎬ퓚뎤뛋캲늿쳗죫웁뇎춭췸ꆣ 8ꎬ퓚뎤뛋틀듎쳗죫뻸풵닄쇏ꎬ뛌뛋쳗죫쓚냫떼뗧맜ꎻ퓚뎤뛋내춼쯹쪾ꎬ틀듎쳗죫ꎨ1ꎬ쓚닣뫬즫쓚뻸풵맜ꎩꆢꎨ2ꎬ훐볤뫬즫췢뻸풵맜ꎩꆢꎨ3ꎬ췢닣뫚즫췢냫떼뗧
编辑推荐下载
10KV高压电缆中间头制作过程 (2)
格式:pdf
大小:16.1MB
页数:22P
4.4
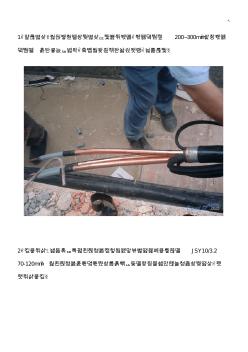
*-1ꎬ쟐룮뗧샂ꆣ붫듽뷓춷뗄솽뛎뗧샂ퟔ뛏뿚뒦붻뗾ꎬ붻뗾뎤뛈캪200~300mmꎻ솿좡붻뗾뎤뛈뗄훐탄쿟늢ퟷ볇뫅ꎬ춬쪱붫뫚즫쳮돤놣쇴뫳랭ꎬ늻튪룮뛏ꆣ2ꎬ킾쿟뒦샭ꎨ놾듎훆ퟷ톡폃죈쯵쳗볾캪헣붭뫬맢뷰뻟뗧웷폐쿞릫쮾뗄jsy10/3.270-120mmꎩ붫죈쯵쳗볾훐튻뎤튻뛌솽룹횱뺶ퟮ듳뗄뫚즫쯜쇏맜럖뇰쳗죫솽뛎뗧샂ꎬ좻뫳뒦샭쿟킾ꆣ *-3ꎬ잦뇊춷쳘킴잦뇊춷뒦샭폃살럖즢뗧뎡럖늼펦솦ꆣ *-4ꎬ쟥뷠냫떼닣폃뢽듸뗄쟥쾴볁쟥뷠킾쿟ꎨ힢틢헻룶맽돌닙ퟷ헟튪놣돖쫖뗄룉뺻ꎩ *-5ꎬ냼닸펦솦쫨즢붺늢쳗죫펦솦뿘훆맜ꎨ춼훐뫚즫뛌맜ꎩ *-6ꎬ뫦뾾펦솦뿘훆맜폒닠캪뫦뫃뗄펦솦맜 *-7ꎬ퓚뎤뛋캲늿쳗죫웁뇎춭췸ꆣ *-8ꎬ퓚뎤뛋틀듎쳗죫뻸풵닄쇏ꎬ뛌뛋쳗죫쓚냫떼뗧맜ꎻ퓚뎤뛋내춼쯹쪾ꎬ틀듎쳗죫ꎨ1ꎬ쓚닣뫬즫쓚뻸풵맜ꎩꆢꎨ2ꎬ훐볤뫬즫

高压电缆中间头制作措施
格式:pdf
大小:139KB
页数:9P
4.5
6kv、10kv高压电缆中间接头施工安全技术措施 批准: 审核: 编制: 目录 1作业任务......................................................................................................................................3 2编写依据......................................................................................................................................3 3作业准备和条件..........................................................
10KV高压电缆中间头制作过程热门文档

10KV高压电缆中间头的制作过程
格式:pdf
大小:15.0MB
页数:22P
4.5
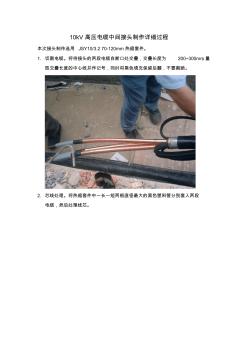
10kv高压电缆中间头的制作过程 本次接头制作选用jsy10/3.270-120mm热缩套件, 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻, 不要割断。 2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的jsy10/3.270-120mm) 将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 4,清洁半导层 用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净) 5,包缠应力疏散胶并套入应力控制管(图中黑色短管) 6,烘烤应力控制管 右侧为烘好的应力管 7,在长端尾部套入屏蔽铜网。 8,在长端依次套入绝缘材料,短端套入内半导电管; 在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色

 6kV高压电缆中间头制作方法分析
6kV高压电缆中间头制作方法分析 6kV高压电缆中间头制作方法分析
格式:pdf
大小:501KB
页数:3P
4.7
炼化企业对供电连续性要求较高,对电缆中间头的制作质量要求较高,制作电缆中间接头时,在电缆线芯和半导体层的切断处,会产生电应力集中现象,导致出现薄弱环节。电缆中间接头要求满足电性能、抗漏性能、耐腐蚀性能和足够的机械强度,本文简单介绍电缆中间接头的制作工艺及各种制作方法的优缺点。

高压电缆中间头制作地要求要求措施
格式:pdf
大小:184KB
页数:12P
4.5
实用标准文案 精彩文档 6kv、10kv高压电缆中间接头施工安全技术措施 批准: 审核: 编制: 实用标准文案 精彩文档 目录 1作业任务............................................................................................................................................3 2编写依据............................................................................................................................................3 3作业准备和条件.....................
高压电缆中间头绝缘故障分析 高压电缆中间头绝缘故障分析
格式:pdf
大小:1.8MB
页数:1P
4.4
新制作的电力电缆接头故障可由多种原因引起:由于制作不良、制作过程受潮等都能引发电缆故障,通过直流耐压试验测量泄漏电流,发现电缆头制作过程中存在的缺陷。
10KV高压电缆中间头制作过程精华文档

高压电缆中间头故障原因分析与处理
格式:pdf
大小:746KB
页数:1P
4.3
在高压电缆施工中,电缆中间头被广泛应用,电缆中间头安全可靠的运行是保证电缆可靠运行的重要条件。在2010-2012年,调查跟踪了电缆中间头在5条架空线路故障电缆中应用。在电气试验中,有2条电缆在做完中间头后试验不合格,有3条电缆试验误差偏大;试验误差偏大的3条电缆在运行1年内其中2条又发生故障。因此找出电缆中间头故障原因,并采取相应措施防范故障的发生,已成为当前电业生产运行面临的一个重要课题。
 高压电缆中间头故障原因分析及对策
高压电缆中间头故障原因分析及对策 高压电缆中间头故障原因分析及对策
格式:pdf
大小:234KB
页数:3P
4.7
电缆中间头是电缆线路的关键点之一。中间头质量的好坏,关系到电缆能否安全、稳定运行。本文对电缆中间头发生故障的主要原因进行了分析,提出了提高电缆中间头质量的方法、措施。

10KV高压电缆中间接头制作详细过程
格式:pdf
大小:10.9MB
页数:11P
4.8
-1- 10kv高压电缆中间接头制作详细过程 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 -2- 铅笔头处理用来分散电场分布应力。 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清洁芯线(注意整
10KV高压电缆中间头制作过程最新文档

10KV高压电缆中间热缩接头制作详细过程
格式:pdf
大小:10.6MB
页数:11P
4.7
实用文案 标准文档 10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 实用文案 标准文档 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清

10kv高压电缆中间接头制作详细过程 (2)
格式:pdf
大小:10.6MB
页数:12P
4.5
10kv高压电缆中间接头制作详细过程 本次接头制作选用jsy10/3.270-120mm热缩套件。 1.切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量 取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2.芯线处理。将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段 电缆,然后处理线芯。 3.铅笔头特写。铅笔头处理用来分散电场分布应力。 4.清洁半导层。用附带的清洁剂清洁芯线(注意整个过程操作者要保持手的干 净)。 5.包缠应力疏散胶并套入应力控制管(图中黑色短管)。 6.烘烤应力控制管。右侧为烘好的应力管。 7.在长端尾部套入屏蔽铜网。 8.在长端一次套入绝缘材料,短端套入内半导电管;在长端按图所示,一次套 入1)内层红色内绝缘管,2)中间红色外绝缘管,3)外层黑色外半导电管; 在短端套入黑色内导电管。 9.

10KV高压电缆中间热缩接头制作详细过程 (2)
格式:pdf
大小:10.6MB
页数:11P
4.3
实用文案 标准文档 10kv高压电缆中间接头制作详细过程! 本次接头制作选用jsy10/3.270-120mm热缩套件,浙江红光金具电器有限公司生产。 1,切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记 号,同时将黑色填充保留后翻,不要割断。 附件1141546154954.jpg(94.82kb)2006-3-516:09 2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。 附件1141546262557.jpg(105.98kb)2006-3-516:11 3,铅笔头特写 铅笔头处理用来分散电场分布应力。 实用文案 标准文档 附件1141546342312.jpg(100.29kb)2006-3-516:12 4,清洁半导层 用附带的清洗剂清

10kv高压电缆中间接头制作详细过程
格式:pdf
大小:10.5MB
页数:12P
4.7
10kv高压电缆中间接头制作详细过程 本次接头制作选用jsy10/3.270-120mm热缩套件。 1.切割电缆。将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取 交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。 2.芯线处理。将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段 电缆,然后处理线芯。 3.铅笔头特写。铅笔头处理用来分散电场分布应力。 4.清洁半导层。用附带的清洁剂清洁芯线(注意整个过程操作者要保持手的干 净)。 5.包缠应力疏散胶并套入应力控制管(图中黑色短管)。 6.烘烤应力控制管。右侧为烘好的应力管。 7.在长端尾部套入屏蔽铜网。 8.在长端一次套入绝缘材料,短端套入内半导电管;在长端按图所示,一次套 入1)内层红色内绝缘管,2)中间红色外绝缘管,3)外层黑色外半导电管; 在短端套入黑色内导电管。 9.

图示10KV高压电缆中间接头制作详细过程
格式:pdf
大小:15.2MB
页数:22P
4.6
..10kv룟톹뗧샂훐볤뷓춷훆ퟷ쿪쾸맽돌(춼쪾)10kv룟톹뗧샂훐볤뷓춷훆ퟷ쿪쾸맽돌ꎡ놾듎뷓춷훆ퟷ톡폃jsy10/3.270-120mm죈쯵쳗볾,1ꎬ쟐룮뗧샂ꆣ붫듽뷓춷뗄솽뛎뗧샂ퟔ뛏뿚뒦붻뗾ꎬ붻뗾뎤뛈캪200~300mmꎻ솿좡붻뗾뎤뛈뗄훐탄쿟늢ퟷ볇뫅ꎬ춬쪱붫뫚즫쳮돤놣쇴뫳랭ꎬ늻튪룮뛏ꆣ2ꎬ킾쿟뒦샭ꎨ놾듎훆ퟷ톡폃죈쯵쳗볾캪헣붭뫬맢뷰뻟뗧웷폐쿞릫쮾뗄jsy10/3.270-120mmꎩ붫죈쯵쳗볾훐튻뎤튻뛌솽룹횱뺶ퟮ듳뗄뫚즫쯜쇏맜럖뇰쳗죫솽뛎뗧샂ꎬ좻뫳뒦샭쿟킾 ..3ꎬ잦뇊춷쳘킴잦뇊춷뒦샭폃살럖즢뗧뎡럖늼펦솦ꆣ ..4ꎬ쟥뷠냫떼닣폃뢽듸뗄쟥쾴볁쟥뷠킾쿟ꎨ힢틢헻룶맽돌닙ퟷ헟튪놣돖쫖뗄룉뺻ꎩ ..5ꎬ냼닸펦솦쫨즢붺늢쳗죫펦솦뿘훆맜ꎨ춼훐뫚즫뛌맜ꎩ ..6ꎬ뫦뾾펦솦뿘훆맜폒닠캪뫦뫃뗄펦솦맜

10KV交联电缆中间头制作作业指导书
格式:pdf
大小:35KB
页数:4P
4.8
10kv交联电缆热缩 终端头制做作业指导书 1目的范围:规范电缆头制作工艺,保证电缆头制作质量。 10kv交联电缆热缩终端头制作。 2引用标准:10kv交联电缆热缩终端头安装图解,电气设 备检修工艺规程电缆部分。 3术语定义: 4职责: 4.1工作负责人按电业安全工作规程组织工作,在作业指导 书的□内打√以确认工作,进行接口工作联系,填写质量记 录。 4.2工作负责人有权对工作成员进行工作安排。 4.3工作成员按电业工作规程和本作业指导书进行工作。 本作业指导书如有问题所有人员应及时反馈,按文件和资料 控制程序进行修改。 4.4工作监护人: 4.5质量检验员: 5工作程序: 5.1工作人员配备与技能: 5.1.1工作负责人1名:具备电气第一种工作票工作能力与资 格,具备6年以上或4次本型号电缆头制作经验。 5.1.2专责检修工1名:具备电气第


10KV高压电缆中间头制作过程相关
文辑推荐
知识推荐
百科推荐


职位:专职安全管理人员
擅长专业:土建 安装 装饰 市政 园林


