




 φ0.71mm大规格胶管钢丝生产工艺探讨
φ0.71mm大规格胶管钢丝生产工艺探讨 φ0.71mm大规格胶管钢丝生产工艺探讨
采用φ5.50mmc82da盘条为原料,经过预处理干拉、热处理电镀、湿式拉拔工艺制备φ0.71mm大规格胶管钢丝。干拉采用5道次拉拔,总压缩率约为70%;热处理电镀dv值为50mm·m/min,明火炉4个区的加热温度分别为1060,1040,1020,980℃,单段水浴淬火长度300cm;电镀采用先镀铜、后镀锌、再进行感应加热热扩散工艺,镀层附着量为4.0g/kg,镀层中铜质量分数为67.0%;电镀钢丝经轧尖引模机穿模,由55kw水箱拉丝机拉拔。结果表明,生产的φ0.71mm胶管钢丝破断力为1020~1045n,弯曲25~39次,扭转37~51次。
Φ0.71mm大规格胶管钢丝生产工艺探讨 Φ0.71mm大规格胶管钢丝生产工艺探讨
采用φ5.50mmc82da盘条为原料,经过预处理干拉、热处理电镀、湿式拉拔工艺制备∞.71mm大规格胶管钢丝。干拉采用5道次拉拔,总压缩率约为70%;热处理电镀肪值为50mm·m/min,明火炉4个区的加热温度分别为1060,1040,1020,980℃,单段水浴淬火长度300cm;电镀采用先镀铜、后镀锌、再进行感应加热热扩散工艺,镀层附着量为4.0g/kg,镀层中铜质量分数为67.0%;电镀钢丝经轧尖引模机穿模,由55kw水箱拉丝机拉拔。结果表明,生产的印.71mm胶管钢丝破断力为1020—1045n,弯曲25~39次,扭转37—51次。
编辑推荐下载
电镀黄铜高压胶管钢丝生产 电镀黄铜高压胶管钢丝生产
格式:pdf
大小:420KB
页数:3P
 4.5
4.5
介绍生产电镀黄铜高压胶管钢丝的工艺流程,详细说明了拉拔、热处理及电镀的工艺参数选择和设备的选型。为保证得到工艺要求的镀铜层,分2步电镀铜,再用硫酸铜电镀加厚。给出了质量控制方法和生产中的注意事项
镀黄铜高压胶管钢丝生产线 镀黄铜高压胶管钢丝生产线
格式:pdf
大小:250KB
页数:3P
4.4
该生产线采用卡电加热铅淬火,pid调功器控制铅温,精度±05℃;阴阳极交替电解酸洗表面处理;热扩散电镀黄铜。试生产走线20根,dv值30,140mm半成品钢丝σb=1180~1230mpa,伸长率≥8%,扭转≥60次,打结率>65%;030mm成品丝σb=2610~2670mpa,扭转≥80次,打结率>64%,镀层厚度46~65g/kg,w(cu)=652%~676%。符合国家标准要求
Φ0.71mm大规格胶管钢丝生产工艺热门文档
胶管钢丝用钢C72DA热轧盘条生产实践 胶管钢丝用钢C72DA热轧盘条生产实践
格式:pdf
大小:463KB
页数:3P
4.7
安钢第一炼轧厂采用100tld-lf-150方坯连铸机(6机6流)-无扭控冷轧制工艺路线生产胶管钢丝用c72da热轧盘条。其关键工艺控制:转炉冶炼终点碳(c)0.50%~o.60%,精炼炉控制精炼时间大于55min,保证上钢前弱吹氩8~15min,最大限度去除钢水中夹杂物;连铸中间包温度控制在1490~1502℃之间,拉速2.1m/min,采用结晶器电磁搅拌,全程保护浇注。试验结果表明,盘条实物质量和力学性能完全满足技术标准和用户使用要求。
 C72DA盘条在高压胶管钢丝生产中的应用
C72DA盘条在高压胶管钢丝生产中的应用 C72DA盘条在高压胶管钢丝生产中的应用
格式:pdf
大小:280KB
页数:3P
4.3
介绍了c72da热轧盘条的产品特点、生产工艺与产品质量,及其在高压胶管钢丝生产中的应用。统计数据显示,该流程生产的胶管钢丝合格率高、断丝率低、性能优良。结果表明,通过合理设计化学成分、优化精炼与连铸控制、高线采用控轧控冷工艺,可以达到c72da盘条的质量要求,具有索氏体比例高、力学性能优良的特点。
胶管钢丝用C72DA热轧盘条的开发与应用 胶管钢丝用C72DA热轧盘条的开发与应用
格式:pdf
大小:704KB
页数:3P
4.7
介绍了安钢试制的高压胶管钢丝用c72da盘条的成分设计、工艺控制要点及应用情况,分析了试验钢的中心偏析、显微组织和夹杂物,并与同类钢种的应用情况进行了对比。结果表明,试制盘条的微观组织、拉拔性能均达到了用户的使用要求。
Φ0.71mm大规格胶管钢丝生产工艺精华文档
钢丝胶管规格
格式:pdf
大小:26KB
页数:1P
4.4
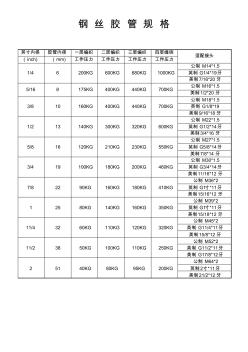
钢丝胶管规格 英寸内径胶管内径一层编织二层编织三层编织四层缠绕 适配接头 (inch)(mm)工作压力工作压力工作压力工作压力 1/46200kg600kg680kg1000kg 公制m14*1.5 英制g1/4*19牙 美制7/16*20牙 5/168175kg400kg440kg700kg 公制m16*1.5 美制1/2*20牙 3/810160kg400kg440kg700kg 公制m18*1.5 英制g1/8*19 美制9/16*18牙 1/213140kg300kg320kg600kg 公制m22*1.5 英制g1/2*14牙 美制3/4*16牙 5/816120kg210kg230kg550kg 公制m27*1.5 英制g5/8*1
GRG-180/270型大口径特种胶管钢丝缠绕机 GRG-180/270型大口径特种胶管钢丝缠绕机
格式:pdf
大小:1.4MB
页数:6P
4.8
为满足大口径特种钢丝缠绕胶管的质量和工艺的要求,设计了grg-180/270型大口径特种胶管缠绕机。本文介绍了该机的主要机构特点、缠绕方式、传动系统及技术性能等。
莱钢大规格螺纹钢生产工艺优化与实践 莱钢大规格螺纹钢生产工艺优化与实践
格式:pdf
大小:350KB
页数:5P
4.4
莱钢针对前期直径40mm以上大规格螺纹钢性能不稳定,质量问题较多的情况,从转炉到连铸工序,系统分析了钢材性能不稳定的原因,并制订了相应的工艺优化和改进措施,实施了一系列改造,取得了显著的效果,使得螺纹钢钢材质量大幅改善,降低了生产成本,提高了生产效率。
钢丝编织胶管规格及技术参数
格式:pdf
大小:23KB
页数:1P
4.7
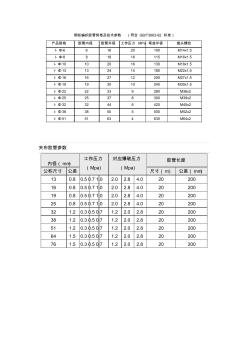
钢丝编织胶管规格及技术参数(符合gb/t3683-92标准) 产品规格胶管内径胶管外径工作压力mpa弯曲半径接头螺纹 i-φ661620100m14x1.5 i-φ881818115m16x1.5 i-φ10102016130m18x1.5 i-φ13132414180m22x1.5 i-φ16162712205m27x1.5 i-φ19193010240m30x1.5 i-φ2222339280m36x2 i-φ2525378300m39x2 i-φ3232446420m45x2 i-φ3838505500m52x2 i-φ5151634630m64x2 夹布胶管参数 内径(mm) 工作压力 (mpa) 对应爆破压力 (mpa) 胶管长
大规格冷镦钢生产工艺优化与改进 大规格冷镦钢生产工艺优化与改进
格式:pdf
大小:284KB
页数:4P
4.6
针对安钢第一炼轧厂高线车间生产φ16mm、φ20mm规格冷镦钢时出现的问题,从轧钢工艺过程控制等方面提出优化措施,有效地减少了生产事故和冷镦开裂质量问题,稳定了生产。
Φ0.71mm大规格胶管钢丝生产工艺最新文档
挤压成形大规格陶瓷薄板的生产工艺 挤压成形大规格陶瓷薄板的生产工艺
格式:pdf
大小:166KB
页数:5P
4.4
1前言陶瓷薄板最初由日本研发并生产,主要生产1200mm×2400mm×(3~6)mm规格的陶瓷板材,用来做推门板。而国内生产陶瓷薄板也是这两年才兴起,目前已有三家企业生产过陶瓷薄板,加上佛山樵东陶瓷,总共四家企业。
钢丝编织胶管用EPDM胶芯的研制 钢丝编织胶管用EPDM胶芯的研制
格式:pdf
大小:74KB
页数:2P
4.5
使用epdm胶料作软芯法钢丝编织胶管用胶芯的主体胶料,其加工工艺性能优良,满足使用要求;epdm胶芯可稳定提升软芯法钢丝编织胶管的整体性能。

高压钢丝编织胶管规格型号
格式:pdf
大小:96KB
页数:3P
4.8
. . 高压钢丝编织胶管规格型号 单层钢丝编织胶管技术参数: gb/t3683-2011 软管规 格 内径 mm 钢丝层直 径 mm 外径 mm 工作压力 试验压 力 爆破压力 最小弯曲 半径 mm 参考重 量 mpapsimpapsimpapsi 1-5-215±0.59.5±0.612.7±0.821304331.54564639129900.25 1-6-206±.0.511.3±0.615.3 +1.0 -0.8 21304331.545646391291000.34 1-8-188±0.513.3±0.617.3 +1.0 -0.8 11825362738045476071150.41 1-10-1610±0.515.3±0.619 +

高压钢丝编织胶管规格型号(20201022185141)
格式:pdf
大小:105KB
页数:3P
4.6
. 精选范本 高压钢丝编织胶管规格型号 单层钢丝编织胶管技术参数: gb/t3683-2011 软管规 格 内径 mm 钢丝层直 径 mm 外径 mm 工作压力 试验压 力 爆破压力 最小弯曲 半径 mm 参考重 量 mpapsimpapsimpapsi 1-5-215±0.59.5±0.612.7±0.821304331.54564639129900.25 1-6-206±.0.511.3±0.615.3 +1.0 -0.8 21304331.545646391291000.34 1-8-188±0.513.3±0.617.3 +1.0 -0.8 11825362738045476071150.41 1-10-1610±0.515.3±0.619

钢丝编织液压胶管-GB
格式:pdf
大小:87KB
页数:3P
4.5
钢丝编织液压胶管gb/t3683-92(mt98-84)标准 钢丝编织液压胶管gb/t3683-92(mt98-84)标准 织液压胶管gb/t3683-92(mt98-84)标准 构及性能: :黑色耐油合成橡胶。 :一层高强度,高抗拉的软管专用钢丝编织的增强层(1w/b) :黑色耐油、耐腐蚀、耐磨的合成橡胶,外观为光面或布纹面。 围:-40℃至+100℃ 此类胶管扣压需剥外胶。 英制规格胶管内径增强层外径管外径工作压力爆破压力最小弯曲半径重量成品长度 inchmmmmmmmpampammkg/mmetres 1/46.3±0.511.4±0.515.420.050.01000.3020至100 5/168.0±0.513.5±0.517.717.543.51150.4020至100

钢丝编织胶管技术参数
格式:pdf
大小:72KB
页数:3P
4.5
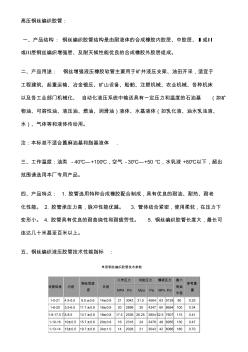
高压钢丝编织胶管: 一、产品结构:钢丝编织胶管结构是由耐液体的合成橡胶内胶层、中胶层、ⅰ或ⅱ 或ⅲ层钢丝编织增强层、及耐天候性能优良的合成橡胶外胶层组成。 二、产品用途:钢丝增强液压橡胶软管主要用于矿井液压支架、油田开采,适宜于 工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床 以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿 物油、可溶性油、液压油、燃油、润滑油)液体、水基液体(如乳化液、油水乳浊液、 水)、气体等和液体传动用。 注:本标准不适合蓖麻油基和脂基液体. 三、工作温度:油类-40℃—+100℃,空气-30℃—+50℃,水乳液+80℃以下,超出 范围请选用本厂专用产品。 四、产品特点:1.胶管选用特种合成橡胶配合制成,具有优良的耐油、耐热、耐老 化性能。2.胶管承压力高,脉冲性能优越。3.管体结合紧密,使
高压钢丝编织胶管
格式:pdf
大小:65KB
页数:3P
4.6
高压钢丝编织胶管: 一、产品结构:钢丝编织胶管结构是由耐液体的合成橡胶内胶层、中胶层、ⅰ或ⅱ 或ⅲ层钢丝编织增强层、及耐天候性能优良的合成橡胶外胶层组成。 二、产品用途:钢丝增强液压橡胶软管主要用于矿井液压支架、油田开采,适宜于 工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种机床 以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿 物油、可溶性油、液压油、燃油、润滑油)液体、水基液体(如乳化液、油水乳浊液、 水)、气体等和液体传动用。 注:本标准不适合蓖麻油基和脂基液体. 三、工作温度:油类-40℃—+100℃,空气-30℃—+50℃,水乳液+80℃以下,超出 范围请选用本厂专用产品。 四、产品特点:1.胶管选用特种合成橡胶配合制成,具有优良的耐油、耐热、耐老 化性能。2.胶管承压力高,脉冲性能优越。
致密型钢丝编织胶管的研制 致密型钢丝编织胶管的研制
格式:pdf
大小:95KB
页数:3P
4.4
采用nbr为内胶层,橡塑合金nv5075为外胶层,以线径小、强力高的镀铜钢丝为骨架材料,开发研制的致密型钢丝编织胶管结构合理,胶管质量轻,占用空间小,成品各项性能符合en857标准要求,满足了用户需求。

高压钢丝编织胶管
格式:pdf
大小:262KB
页数:5P
4.7
高压钢丝编织胶管 一、产品结构: 钢丝编织胶管结构是由耐液体的合成橡胶内胶层、中胶层、ⅰ或ⅱ或ⅲ层钢丝编织增强层、及耐天候性能优良的合成橡胶外胶层组成。 二、产品用途: 钢丝增强液压橡胶软管主要用于矿井液压支架、油田开采,适宜于工程建筑、起重运输、冶金锻压、矿山设备、船舶、注塑机械、农业机械、各种 机床以及各工业部门机械化、自动化液压系统中输送具有一定压力和温度的石油基(如矿物油、可溶性油、液压油、燃油、润滑油)液体、水基液 体(如乳化液、油水乳浊液、水)、气体等和液体传动用。 注:钢丝编织胶管参照gb/t3683-1992标准设计制作,并可根据要求制作iso/dis1436-1985,din20022及sae100riat,sae100r2at 标准胶管,本标准不适合蓖麻油基和脂基液体. 三、工作温度:油类-40℃—+100℃,空气-30℃—+50
Φ0.71mm大规格胶管钢丝生产工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土工程师现场负责人
擅长专业:土建 安装 装饰 市政 园林


