

06Cr19Ni10与Q345R焊条电弧焊焊接工艺
格式:pdf
大小:138KB
页数:2P
人气 :69
 4.6
4.6
06Cr19Ni10钢与Q345R钢焊接的主要问题是,多层多道焊时,靠Q345R钢的一侧(焊缝根部的焊趾线上)易产生未熔合与夹渣。作者通过参与一台余热锅炉锅筒的焊接试验、焊接工艺编制与锅筒制造,研究06Cr19Ni10与Q345R钢的焊接及焊接缺陷产生的原因、避免缺陷产生的工艺措施以及产生缺陷后如何进行返修等几个方面。同时阐述了06Cr19Ni10与Q345R异种钢的焊接工艺和方法。



 浅析板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺
浅析板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺 浅析板厚为6mm的0Cr18Ni9钢板采用焊条电弧焊的焊接工艺
本文通过一个焊接性性能来探讨0gr18ni9在低温压力容器中的各项性能。就是规格为6×150×300mm的两块0gr18ni9扳水平对接焊接方法就是手工电弧焊。针对这个试验做出完整的焊接工艺评定,并且根据评定要求对式样做相应的无损检验和力学性能的检验,从而来判定0cr18ni9的各项性能。
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定和焊接工艺
word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性
编辑推荐下载
X80级管线钢焊条电弧焊焊接工艺 X80级管线钢焊条电弧焊焊接工艺
格式:pdf
大小:60KB
页数:2P
4.5
通过对x80级管线钢管材及焊材化学成分、力学性能的阐述,进一步剖析焊条电弧焊从根焊、热焊、填充焊到盖面焊的焊接工艺参数,为今后国内大口径x80级管线钢焊条电弧焊焊接施工提供了详实的数据。
浅谈焊条电弧焊板仰对接焊接工艺 浅谈焊条电弧焊板仰对接焊接工艺
格式:pdf
大小:1.1MB
页数:1P
4.4
低氢纳型焊条,焊接时教材上采用直流反接。如在板对接操作中,采用此工艺打底层操作中背面出现严重的内凹焊接缺陷。若在焊接中采用直流正接打底层,填充层、盖面层用直流反接,能解决背面内凹、正面焊瘤。本文就手工焊条电弧焊仰对接焊接试板的焊接工艺进行分析探讨。
06Cr19Ni10与Q345R焊条电弧焊焊接工艺热门文档
B+级铸钢焊条电弧焊焊接工艺 B+级铸钢焊条电弧焊焊接工艺
格式:pdf
大小:308KB
页数:2P
4.7
通过选用不同的焊接热输入,进行了b+级(zg25mncrni)铸钢的焊条电弧焊焊接工艺试验,测试了不同线能量条件下焊接接头的力学性能和硬度分布,观察了接头的显微组织。结果表明,焊接热输入对焊接接头的性能和组织影响较大,采用中等热输入获得的焊接接头综合性能较佳。
浅谈管球节点的焊条电弧焊焊接工艺 浅谈管球节点的焊条电弧焊焊接工艺
格式:pdf
大小:192KB
页数:2P
4.5
本文结合厦门太古飞机维修机库钢结构网架工程,对管球节点的焊接进行了研究和实践,分析了焊接缺陷产生的原因,及防止缺陷产生的措施,成功地解决了管球节点在工程施工中焊接的难题。
 浅析板厚为6mm的OCr18Ni9钢板采用焊条电弧焊的焊接工艺
浅析板厚为6mm的OCr18Ni9钢板采用焊条电弧焊的焊接工艺 浅析板厚为6mm的OCr18Ni9钢板采用焊条电弧焊的焊接工艺
格式:pdf
大小:103KB
页数:1P
4.4
本文通过一个焊接性性能来探讨0gr18ni9在低温压力容器中的各,贾性能。就是规格为6×150×300mm的两块0gr18ni9扳水平对接焊接方法就是手工电弧焊。针对这个试验做出完整的焊接工艺评定,并且根据评定要求对式样做相应的无损捡验和力学性能的检验,从而来判定0cr18ni9的各项性能。
不预热焊条电弧焊焊接45钢 不预热焊条电弧焊焊接45钢
格式:pdf
大小:139KB
页数:2P
4.8
公司装配流水线液压升降平台的液压活塞杆,有时因使用、设计和加工工艺不当等原因,致使从顶端断裂,从而造成生产中断.结合液压活塞杆的焊接特性和液压油缸缸体密封的问题,经分析采用直径3.2mm的e5015焊条,焊前不预热焊接,制定了焊接工艺,改进了传统焊接方法.后经使用,效果良好.
06Cr19Ni10与Q345R焊条电弧焊焊接工艺精华文档
焊条电弧焊焊接教案(Ф114×7-6G)
格式:pdf
大小:48KB
页数:2P
4.4
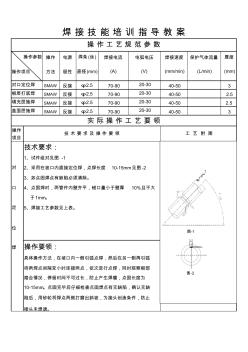
smaw反接φ2.570-9040-503 smaw反接φ2.570-9040-502.5 smaw反接φ2.570-9040-502.5 smaw反接φ2.570-9040-503 操作 项目 对 口 定 位 焊 1、试件组对见图-1 2、采用在坡口内直接定位焊,点焊长度10-15mm见图-2 10-15mm。点固完毕后仔细检查点固焊点有无缺陷,确认无缺 陷后,用砂轮将焊点两侧打磨出斜坡,为接头创造条件,防止 实际操作工艺要领 5、焊接工艺参数见上表。 技术要求及操作要领工艺附图 技术要求: 于1mm。 3、如点固焊点有缺陷必须清除。 4、点固焊时,两管件内壁齐平,错口量小于壁厚10%且不大 盖面层施焊20-30 接头未焊透。 操作要领: 具体操作方法,在坡口内一侧引弧点焊,然后在另一侧再引弧 待两焊
9%Ni钢焊条电弧焊焊接材料及工艺要点 9%Ni钢焊条电弧焊焊接材料及工艺要点
格式:pdf
大小:134KB
页数:3P
4.4
围绕9%ni钢焊接过程中容易出现的焊接裂纹、接头的低温韧性降低和电弧的磁偏吹等问题,以及为避免这些问题所采取的措施,同时对9%ni钢的焊条电弧焊焊接材料及焊接工艺要点进行了详述。
手工电弧焊焊接工艺标准(20200917214612)
格式:pdf
大小:6KB
页数:2P
4.7
手工电弧焊焊接工艺标准 1平焊 1.1选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺试 验验证。 1.2清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、 锈物。 1.3烘焙焊条应符合规定的温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取。 1.4焊接电流:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜的 焊接电流。 1.5引弧:角焊缝起落弧点应在焊缝端部,宜大于10mm,不应随便打弧,打火引弧后应立即将 焊条从焊缝区拉开,使焊条与构件间保持2~4mm间隙产生电弧。对接焊缝及对接和角接组合 焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引弧后再焊到焊缝区,中途接头则应在 焊缝接头前方15~20mm处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填 满到要求的
焊条电弧焊仰焊试板的焊接 焊条电弧焊仰焊试板的焊接
格式:pdf
大小:23KB
页数:2P
4.4
就焊条电弧焊仰焊位置所采用的二种焊接方法即连弧法及熄弧法进行对比,针对其易产生的缺陷进行有效的分析,提出了需要注意的焊接操作要点,经过实践证明此办法是可行的。

Q345R钢与S30408钢异种钢焊接工艺的研究
格式:pdf
大小:7KB
页数:2P
4.7
摘要:q345r钢与s30408钢的异种材料焊接,在压力容器制造中应用很广泛。该文详细介 绍了两种材质的焊接特点,并对其焊缝进行射线检验、力学性能、弯曲性能、化学成分分析 及金相组织观察。结果表明,采取合理的工艺措施,可以获得无焊接缺陷的焊缝,避免了焊 接接头出现脆性马氏体组织,可以控制碳的扩散。而且,焊接接头的拉伸性能、冲击性能、 弯曲性能、化学成分及金相组织均能满足要求。 关键词:q345r钢a30408钢焊接异种材料 中图分类号:tg457.11文献标识码:a文章编号:1674-098x(2014)02(a)-0070-02 在压力容器的制造中,为了免除一些焊缝的热处理,存在着大量异种材料的焊接接头。 由于异种材料在物理性能方面如熔化温度、导热系数、线膨胀系数和电阻系数等方面存在明 显差异,所以其焊接具有一定的难度。 某反应器的接管与外接管路材质
06Cr19Ni10与Q345R焊条电弧焊焊接工艺最新文档
焊条电弧焊仰焊试板的焊接 焊条电弧焊仰焊试板的焊接
格式:pdf
大小:90KB
页数:2P
4.5
试板仰焊是省级焊工比武试件中技术要求最高、操作难度最大的竞技项目,它最能反映施焊焊工的操作技术水平。一般说来,凡能完成试板仰焊的焊工,基本上能够胜任压力容器制造或维修中各种位置的焊接,因此具有非常重要的现实意义。
01钢结构手工电弧焊焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
焊条电弧焊焊接参数在实践教学中选定探讨 焊条电弧焊焊接参数在实践教学中选定探讨
格式:pdf
大小:77KB
页数:2P
4.7
在焊接过程中,利用电焊条焊接是一种最基本的焊接方式,同时也是最有效的焊接方式之一。经过了解发现,焊条焊接过程影响因素小,并且焊接操作难度低,在施工过程中容易实现。基于这一优势,焊条电焊在施工和工业生产及特种设备制造中得到了重要应用。

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
(作业文件46)手工电弧焊焊接工艺规范
格式:pdf
大小:71KB
页数:7P
4.5
版号: 蚌埠市神舟机械有限公司质量管理体系文件 手工电弧焊焊接工艺规程 sz/zy(j)-sc-h24 编制技术开发部 审核 批准 日期 蚌埠市神舟机械有限公司作业文件sz/zy(j)-sc-h24 版号:d/1页码2/7 手工电弧焊焊接工艺规程 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及 检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊 钢材,结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规 程。 2规范性引用文件 cb/z39-87焊接材料的验收、存放和使用 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配。 3.1.3选用的焊条要有良好的工艺性和操作性能,对于船体结构规定选 用碱性低氢型焊条的部位,尽
 焊条电弧焊固定管焊教学分析
焊条电弧焊固定管焊教学分析 焊条电弧焊固定管焊教学分析
格式:pdf
大小:108KB
页数:未知
4.3
水平固定管的焊接通常也称全位置焊。由于焊缝是环形的,在焊接时要经过平、立、仰焊三种位置,所以在焊接过程中要随着固定管的曲率的变化而相应调整焊条的角度,才能保证焊接正常进行。垂直固定管焊接位置为横焊,与板对接横焊的不同之处在于:在焊接过程中焊工的身体要随管子曲率移动,并调整焊条角度,这是垂直固定管焊接的难点。
仰焊位板对接焊条电弧焊探讨 仰焊位板对接焊条电弧焊探讨
格式:pdf
大小:306KB
页数:3P
4.4
板件对接仰位水平固定焊条电孤单面焊双面成形技术,是焊接位置中最困难的一种,也是每一个焊接操作者都应掌握的基本技能。笔者根据多年的技能大赛经验,以及多年焊工培训教育工作的体会,总结出心得体会,与焊接同行们交流、切磋,并且提出了在根焊、填充焊、盖面焊以及关于熔孔的控制方案等方面的技术要领。只要认真按照这些要领去操作,在板件对接仰位水平固定试件的焊接过程中,将获得优质的焊缝。
06Cr19Ni10与Q345R焊条电弧焊焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:环境工程或给排水工程师
擅长专业:土建 安装 装饰 市政 园林


