




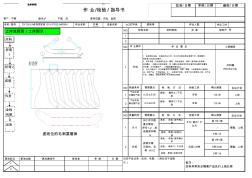
客户:中新 产能:5 作业工时 NO 1 2 NO NO 反应计划 1 上报 2 上报 3 NO 反应计划 虚线位的毛刺要磨掉 更改通知号 更改者 审 核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记 更改处数 日 期 5件 /1h 2 外观 首检: 质检/首件确认 单 自检: 操作工 /不记录 巡检: 质检/巡检记录 表面光滑、 无划伤、毛 刺 ≤0.2 卡尺 /钢尺 /千 分尺 首 1件 /班 隔离、上报/ 5件 /1h 目视 /对样 首 1件 /班 隔离、上报5件/0.5h 检 验 方 法 1 尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性 管理要点 首检: 质检/首件确认 单 / 检验工具 确认频度 1次 /4h 气动冲床 离合器气压 目视 自检: 操作工 /不记 录 0.5±
热门知识
制造五金冲压件-
话题: 装修工程zhan38881799
精华知识
制造五金冲压件-
话题: 室内设计weixuyu2009
最新知识
制造五金冲压件-
话题: 地产家居chenchao9132
-
话题: 地产家居qwliqiping
制造五金冲压件相关专题
- 中国最大的门窗制造商
- 胶水如何用甲醛制造胶水
- 聚乙烯醇怎么制造胶水
- 门窗制造属于什么行业
- 国内电力电缆制造标准是什么
- 大口径无缝钢管如何制造
- 防火卷帘门制造厂
- 卷帘门制造
- 卷帘门制造商
- 玻璃钢制造厂
- 中国工程图学学会成立工程与制造系统集成化分会
- 支持并行工程和智能CAPP的制造资源建模技术
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 振华重工制造国内首台500t桅杆式起重机完工发运
- 以数字化设计制造为主线的机电专业卓越工程能力培养
- 制造业升级改造重大工程包
- 制造业信息化工程
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺
- 中国阳江(五金刀剪)知识产权快速维权中心正式运行
- 在第二届全国装备再制造工程学术会议开幕式上的致辞
- 中国电动机制造产业分析及未来五年投资规划报告
- 制造业转型升级背景下高职机电类专业人才培养的思考
- 中国轨道交通装备制造业国际化经营和国际竞争力
- 中国电子制造业的价值链分工地位
- 关于提高齿轮制造工艺水平及齿轮结构工艺性几点看法