
- 首页 >
- > 怎样自学考取焊接工程师
更新时间:2025.01.19




1、各种焊接方法各有哪些特点 ? ①气焊特点 : 优点: a、设备简单,移动方便,无电力供应地区亦可进行焊接; b、可以 焊接很薄的工件; c、焊接铸铁和部分有色金属时焊缝质量好。 缺点: a、热量较分散,热影响区及变形大; b、生产率较低,不易焊较厚金属; c、 气焊火焰中氧、 氢易与熔化金属发生作用, 使某些金属焊缝性能降低; d、难以实现自动化。 ②焊条电弧焊特点 :a、设备简单 ,其操作灵活、方便,适应性强,不受场地和焊接位置的 限制,在焊条能达到就能施焊。 b、应用范围广 , 除难熔或极易氧化的金属外,大部分工业用 金属均能采用焊条电弧焊进行焊接。 c、操作技术要求高 ,焊接质量在一定程度上取决于焊工 的操作水平。 d、生产率较低 ,需要更换焊条,焊条不能充分利用。 ③埋弧焊特点 :埋弧焊的主要优点: 1、焊缝质量高 :熔渣膜隔绝空气,保护效果好; 2、操作条件好 :熔渣隔离弧
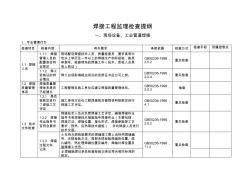
焊接工程监理检查提纲 一、现场设备、工业管道焊接 1、专业管理行为 检查项目 检查内容 有关要求 条款依据 检查方式 检查手段 所属控制点 1.1 焊接 人员 1.1.1 焊接 管理人员的 配置是否符 合规定 现场配设焊接技术人员、质量检查员,要求具有中 坟以上学历及一年以上的焊接生产实际经验,能具 体指导、检查现场的焊接工作(技术、质检人员具 有上岗证) GB50236-1998, 2.0.2 重点检查 1.1.2 焊工 资格证的符 合情况 焊工必须取得相应项目的资质证书后方可上岗。 GB50236-1998, 2.0.4 重点检查 1.2 焊接 质量管理 体系 焊接质量管 理体系是否 已经建立 工程管理及施工单位应建立焊接质量管理体系。 GB50236-1998,2.0.3 抽查 1.3 技术 文件检查 1.3.1 是否 按规定进行 了焊接工艺 评定 施工承包方应在工程焊接前对被焊材料
热门知识
怎样自学考取焊接工程师-
话题: 工程造价coco526092
精华知识
怎样自学考取焊接工程师-
话题: 工程造价zhuliechun
最新知识
怎样自学考取焊接工程师-
话题: 工程造价wonderfulmay
-
话题: 工程造价sunweibingok
-
话题: 工程造价wanbao2005
专题概述
怎样自学考取焊接工程师知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关怎样自学考取焊接工程师最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:怎样自学考取焊接工程师
相关话题
资料下载
相关资讯
怎样自学考取焊接工程师相关专题
- 指纹打卡机怎样补考勤
- 长安大学住宿条件怎样
- 怎样从考勤机导出数据
- 怎样考古建资质
- 怎样考工长证
- 怎样考燃气灶具工程师
- 怎样考硬件工程师
- 怎样轻松进入学校监控
- 怎样让PS中的参考线居中
- 怎样自学考取焊接工程师
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 在职培训——提升员工素质的捷径兼析造价工程师培训
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 环境设计专业卓越工程师培养模式探析
- 异种钢焊接接头退火工艺
- 云南省造价工程师安装计量:除锈、刷油和衬里考试题
- 中国安全生产科学院注册安全工程师注册管理中心
- 怎样确定消火栓的保护半径和消防水枪的充实水柱长度
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 云南省2017年造价工程师造价管理:资金成本试题
- 怎样挑选塑钢门窗——访西安海富特塑钢工程有限公司
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 怎样用PT4115来设计LED照明灯具的驱动电源
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 园林专业初级工程师专业技术工作经历情况、业绩成果