





通常在焊接0.5~2.5mm厚低碳钢板外角焊缝时,极易出现烧穿、塌陷等焊接缺陷,影响焊件的焊接成形、使用及焊缝的美观。笔者通过长期的实践经验和在施焊一批水箱过程中,得出一点小经验,即
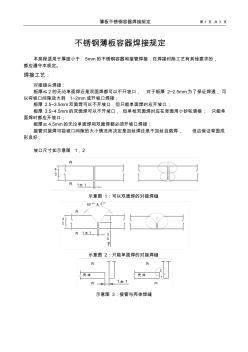
薄板不锈钢容器焊接规定 第 1 页 共 3 页 不锈钢薄板容器焊接规定 本规程适用于厚度小于 5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤ 2的无论单面焊还是双面焊都可以不开坡口, 对于板厚 2~2.5mm为了保证焊透,可 以将坡口间隙放大到 1~2mm或开坡口焊接; 板厚 2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚 3.5~4.5mm的双面焊可以不开坡口, 但单枪双面焊时应在背面用小砂轮清根; 只能单 面焊时都应开坡口; 板厚≥ 4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊, 但应保证背面成 形良好; 坡口尺寸如示意图 1,2 1± 1外 内 3 -4 示意图 1:可以双面焊的对接焊缝 60° ± 5° 2 -4 1 ± 0
怎样用电焊焊接薄板相关专题
- 开超市怎样预算和准备
- 开挖机怎样去整平一块土地
- 开挖隧洞的体积怎样计算
- 铠装电缆怎样表示
- 科隆流量计ifc090怎样设置
- 科勒马桶价格怎样贵吗
- 科瑞计算薄怎样汇总
- 客房怎样管理布草不丢失
- 空气管道流量怎样计算
- 空气开关怎样装在卡条上
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 中国电器工业协会电焊机分会第七届会员大会
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 怎样用PT4115来设计LED照明灯具的驱动电源
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 新型建筑陶瓷薄板及无机轻质板材
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于BP神经网络5A06铝合金电子束焊接熔深预测