





Z向钢 又称“抗层状撕裂钢 (lamellar tearing resistant steel) ”,即平时所说的 Z向性能测试钢。 采用焊接连接的钢结构中,当钢板厚度不小于 40 mm 且承受沿板厚度方向的拉力时, 为避免焊接时产生层状撕裂,需采用抗层状撕裂的钢材(通常简称为 “Z向钢”)。厚板存在 层状撕裂问题,故要提出 Z向性能测试。 钢板和型钢经过滚轧成型的, 一般多高层钢结构所用钢材为热轧成型, 热轧可以破坏钢 锭的铸造组织, 细化钢材的晶粒。 钢锭浇筑时形成的气泡和裂纹, 可在高温和压力作用下焊 合,从而使钢材的力学性能得到改善。 然而这种改善主要体现在沿轧制方向上, 因钢材内部 的非金属夹杂物 (主要为硫化物、氧化物、硅酸盐等 )经过轧压后被压成薄片,仍残留在钢板 中(一般与钢板表面平行 ),而使钢板出现分层(夹层)现象。这种非金属夹层现象。使钢材 沿厚度方向受拉的性能恶化。
厚板加工工艺措施 1、概述 厚板焊接目前已引起全国各塔厂的高度重视,一般不小于 40 mm的厚 钢板在焊接过程中较易产生层状撕裂,因为钢板越厚,非金属夹杂缺陷越 多,且焊缝也越厚,焊接应力和变形就越大。 我公司通过制定和实施厚板焊接加工防层状撕裂工艺措施,成功解决 了厚板的层状撕裂问题。 2、层状撕裂产生原因 层状撕裂产生的主要原因为钢中存在片状硫化物与层状硅酸盐或大量 成片地密集于同一平面内的氧化铝夹杂物,可能导致 Z向塑性降低,沿钢 材轧制方向发生阶梯状的层状撕裂。 3、厚钢板焊接加工防层状撕裂工艺措施 3.1 原材料控制 GB/T 1591《低合金高强度结构钢》中要求 Q345B钢中 S含量≤ 0.04%、 P含量≤ 0.04%。在原材料进厂复验过程中,对钢板的 S、P含量需进行严格 的控制, S、P含量的实测值应低于标准要求的 1/2 。 厚板原材料进厂后应逐块进行无损检测,检测板
热门知识
Z向钢的特征-
话题: 建筑施工yiting033604
-
话题: 工程造价tommyming168
-
话题: 工程造价yuefei_163
-
话题: 工程造价yanghuadong
精华知识
Z向钢的特征-
话题: 结构设计lilaclight
-
话题: 工程造价liyonggang95
最新知识
Z向钢的特征-
话题: 工程造价guwei888666
-
话题: 工程造价hexiaohua98
-
话题: 造价软件lixuxiaofei
-
话题: 工程造价walkmanding

Z向钢的特征相关专题
- 空间设计方向是指的什么
- 空心板栏杆的横向分布系数
- 快速排气阀和单向阀一样吗
- 连梁斜向交叉暗撑
- 梁侧向抹灰套价
- 梁的纵向抗震钢筋
- 两位三通换向阀
- 楼板配置双层双向钢筋
- 楼板上附加双向钢筋问题
- 中型万向轮有哪些尺寸
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- Z向性能的钢板是什么意思
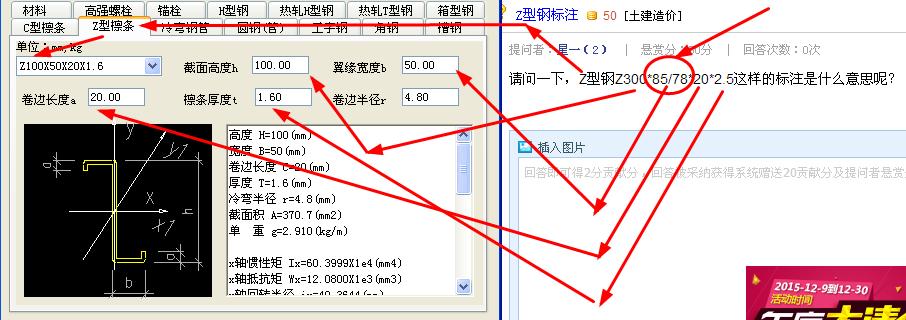
- Z型钢的理论重量
- z型恒压阀怎么调压力
- Φ10钢筋子目套用问题
- Φ12@10 10cm钢筋网什么意思
- Φ125PVC管壁厚多少
- φ12圆钢镀锌价怎么算
- Φ140*4.5钢管什么意思
- Φ14松木桩木材材积表
- Φ19.05/41.27铜管表示什么
- Φ19-6p-20m尺寸
- Φ20mmPVC穿线管多少钱一米
- Φ23.5cm细石混凝土嵌卵石
- Φ25自钻式锚杆一延米多重
- φ300水泥管怎么套定额
- φ426钢管每米多重
- Φ48*32钢管表示什么意思
- Φ48*3的脚手架每M重量多少
- φ4平垫是多大
- Φ50*1铝合金圆通
- φ50mm尼龙棒一米有多重
- Φ6.0圆钢结算问题
- Φ609钢管支撑
- Φ80的镀锌管多大
- Φ90和Φ50波纹管内径是多少
- ΦRH7@180是几级钢
- φR表示什么钢筋
- Φ的右上角加x代表什么钢筋
- Φ是几级钢变更单上
- φ与DN怎么转换