




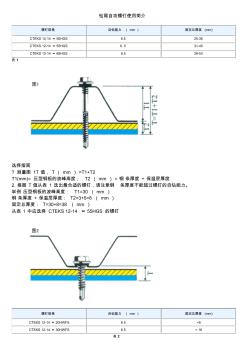
钻尾自攻螺钉使用简介 螺钉规格 自钻能力 ( mm ) 固定总厚度 (mm) CTEKS 12-14 × 50HGS 6.5 25-36 CTEKS 12-14 × 55HGS 6. 5 31-40 CTEKS 12-14 × 68HGS 6.5 39-53 表 1 选择指南 ? 测量图 1T 值, T ( mm ) =T1+T2 T1(mm)= 压型钢板的波峰高度; T2 ( mm ) = 钢 条厚度 + 保温层厚度 2. 根据 T 值从表 1 选出最合适的螺钉,请注意钢 条厚度不能超过螺钉的自钻能力。 举例 压型钢板的波峰高度: T1=30 ( mm ) 钢 条厚度 + 保温层厚度: T2=3+5=8 ( mm ) 固定总厚度: T=30+8=38 ( mm ) 从表 1 中应选择 CTEKS 12-14 × 55HGS 的
制钉机械是怎样加工生产钢钉的 有人问到, 制钉机应该很简单操作吧, 要怎么才能制造出钢钉呢, 其实使用制钉机械制造 钢钉的大致步骤分为以下几种,我们合兴机器就给大家讲解一下,每一种都是必不可少的, 通过校直、冷镦、冷挤等步骤一颗颗完整的钢钉就从制钉机械中制造出来: 第一步、是将钢丝传送的同时利用制钉机械摩擦轮将弯曲的钢丝校直, 并且送丝与校直 动作要协调, 但考虑到为配合接下来的操作过程, 不能使钢丝不停的传送, 要使得送丝有间 隙性地传递。同时附加夹紧机构,能够在送丝时放松,其余操作时间夹紧。 第二步、 就是制造钉帽, 我们所看到的钉子都有钉帽, 是由制钉机械夹紧机构夹持钢丝 时,露出一段钢丝进行冷镦钉帽,可采用移动或者摆动式的冲压机构。 第三步、是通过制钉机械中的模具挤压出钉尖形状。 第四步、挤压完成后,剪断机构剪断钢丝,可采用急回运动机构。 第五步、夹紧机构松开,铁钉落下。 第六步、
热门知识
钻钉机-
话题: 工程造价jiangni1215
精华知识
钻钉机-
话题: 地产家居zsd19820819
最新知识
钻钉机-
话题: 地产家居lzwbeny1203
-
话题: 地产家居julius1123
钻钉机相关专题
- 夜店之王钻钉皮带
- 钻钉机
- 钻钉也是兵
- 自攻自钻钉规格
- 盘头自攻自钻钉规格
- 自攻自钻钉图片
- 自钻钉与自攻钉区别
- 自攻钉和自钻钉
- 钻尾自钻钉批发价
- 不锈钢自攻自钻钉
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 永磁同步电机简介
- 财政投资项目评审建设新机制
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 全热回收地源热泵空调机组的系统及工程方案设计
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能小区以太接入交换机SNMP代理设计与实现
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 高度集成化导航接收机系统射频电路的设计与实现
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
- 以杉木积成材为芯板的新型细木工板的动态热机械分析