




人防工程中柱上板起什么作用 板上柱是指在楼板上另外起来的柱子 `` 不属于主要承重构 件 `` 设置这种柱子主要由于上下层结构的巨大变化而设置 的。 人防工程也称作人防工事,是我们接触最多的一种人防
板带轧制规程设计方法 (design of pass-schedule for plate and strip rolling) 根据产品技术要求、原料条件和生产设备能力,运用数学公式对 板带轧制时的压下、规程、速度规程、温度规程、张力制度和辊型制 度的制定。 制定板带轧制规程应考虑的主要因素 板带轧制规程设计的原则要求是,充分发挥设备能力,提高产量 和质量,并使操作方便,设备安全。 限制压下量和提高产量的设备因素 要提高产量就需要采取相应的措施,如增大压下量、缩减道次、 确定合理速度规程、 缩短轧制周期、 合理选择原料坯重及提高轧机作 业率等。对于可逆式轧机, 主要是提高压下量以缩减道次;对于连轧 机则主要是合理分配压下量并提高轧制速度。 增大压下量和提高速度 都涉及轧制力、轧制力矩和电机功率。从设备能力着眼,限制压下量 和提高速度的因素主要有咬入条件、 轧辊及接轴等强度和电机功率等。
热门知识
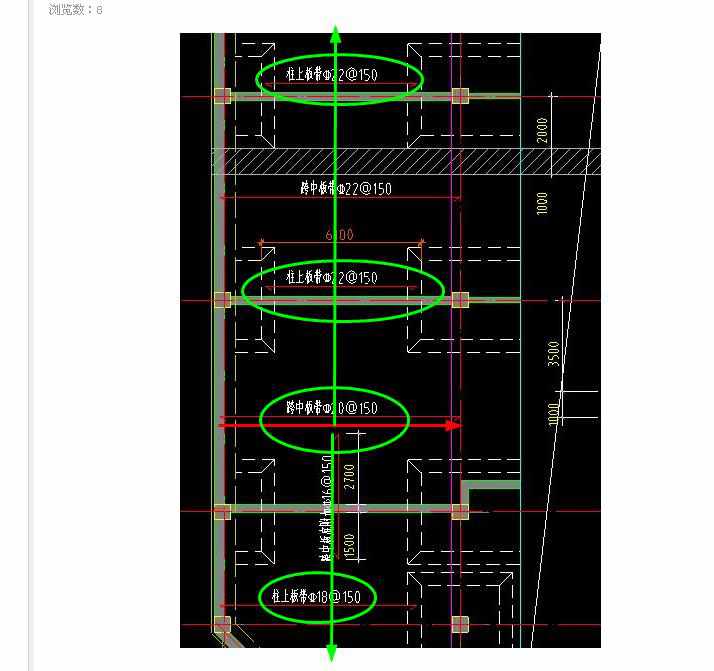
柱上板带平法注写
精华知识
柱上板带平法注写-
话题: 造价软件liteng1021
最新知识
柱上板带平法注写-
话题: 造价软件dingweichi
-
话题: 造价软件sandfox2002

相关问答
柱上板带平法注写-
话题: 造价软件kfzhulingli
-
话题: 工程造价catherineqin


柱上板带平法注写相关专题
- 开关插座上的n是什么意思
- 开关上圈杠的含义
- 开关上的NC,C分别表示什么
- 开关上面l代表什么意思
- 开关为什么要接在火线上
- 开在墙上的超市
- 看看这个算不算独立柱雨篷
- 看柱确定主次梁
- 抗拔桩承台上部需要配筋吗
- 康力电梯上梁多少钱
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 新型基于热力学法的水泵效率数学模型及应用
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 云南省建设工程造价协会优秀工程咨询成果奖评选办法
- 在中国工程咨询协会第六届理事会第一次会议上的讲话
- 在2017年全省水利宣传工作会议上的讲话(节选)
- 新的基于NGA/PCA和SVM的特征提取方法
- 乙烯基树脂混凝土电解槽的性能及在湿法冶金中的应用
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 政府投资建设项目在财务管理上面临的风险和应对措施