





本文详细地分析了螺纹钢筋纵肋扭曲形成原因,通过优化轧线动态调整、加强轧机装配质量管理、改进轧线部分孔型,解决了水钢轧钢厂大规格热轧带肋钢筋纵肋频繁出现扭曲的瓶颈问题,为企业产品质量的提高打下良好的基础。
![[教学]操纵钢筋闪光对焊质量qc结果](https://files.zjtcn.com/group1/M00/2F/D7/CgoBZ2Acy6WAe0jNAAAVbUZGxtg439.jpg)
中铁 16局集团四公司第 25次 (2008 年度) QC 小组成果 发 表 会 材 料 开展 QC活动 控制钢筋闪光对焊质量 单 位: 中铁十六局集团四公司 小组名称 :六沾复线 W3 标工程指挥部一工区 QC 小组 发 表 人: 王占东 发表日期 : 二○○八年十一月十二日 中铁十六局集团第 25 次( 2008 年度) QC 小组成果发表会材料 开展 QC活动 控制钢筋闪光对焊质量 一、工程概况 贵昆铁路六盘水至沾益段新建二线线路全长 247.633km,设计时速 160km/h,铁路等级Ⅰ级。 W3标段东起天生桥双线特大桥,西止三联隧道。正线长度 12828.08m。其中天生桥双线特大桥是全 线最高、跨度最大的桥梁,最高桥墩 78m,主跨采用 68+2× 128+72现浇连续梁,施工难度大,质量 标准高。该桥主筋焊接大量采用闪光对焊技术, 因此控制好闪光对焊质量尤为重要。 二、 Q
热门知识
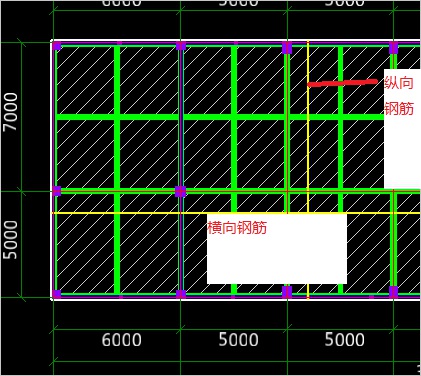
纵筋横筋-
话题: 工程造价shijing353
-
话题: 工程造价jiangjun7246
精华知识
纵筋横筋-
话题: 造价软件licheng204
-
话题: 工程造价helong13792
最新知识
纵筋横筋-
话题: 工程造价lichiaptly
纵筋横筋相关专题
- 看图看钢筋图
- 看这道梁配筋对
- 抗拔桩承台上部需要配筋吗
- 抗拔桩分段配筋
- 抗水板中钢筋的计算
- 抗震钢筋当做普通钢筋送检
- 抗震钢筋有标准
- 抗震钢筋问题
- 空心屋面板钢筋大小及根数
- 空心板钢筋和砼的处理
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 永修云山工业园一横一纵道路新建工程中标候选人公示
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 有限元和有限层元横向同性土对建筑物沉降的影响
- 应用TAT和SATWE对钢筋混凝土框剪结构
- 应用型人才培养为导向的高等钢筋混凝土结构课程改革
- 圆形钢筋混凝土截面大偏压构件正截面承载力的简算法
- 榆横煤化工业园区水资源的保护利压与可持续发展分析
- 大跨度小横梁、小纵梁及桥面板现浇施工移动吊架
- 榆横煤化工业园区水资源的保护利用与可持续发展分析
- 永亨总进度计划横道图
- 以工程实践为导向的钢筋混凝土结构课程教学方法
- 以位移为基础的钢筋混凝土桥梁墩柱抗震设计方法
- 柘溪水电站引水隧洞钢筋混凝土衬砌仿真模型试验