
- 首页 >
- > 怎么用电焊焊管道下部
更新时间:2025.02.09





本文研究了碱性立向下全位置焊接电焊条的工艺性能与焊条药皮配方的关系,着重测定了全位置焊接适应性,电弧稳定性,焊缝成型,焊接飞溅等性能与药皮中各物的相对含量之间的关系,得出了工艺性能良好的最佳焊条配方。
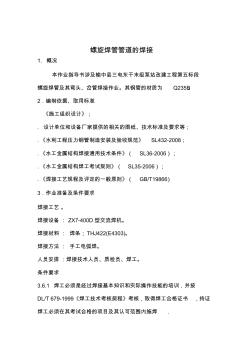
螺旋焊管管道的焊接 1. 概况 本作业指导书涉及榆中县三电东干末级泵站改建工程第五标段 螺旋焊管及其弯头、岔管焊接作业。其钢管的材质为 Q235B。 2.编制依据、取用标准 《施工组织设计》; . 设计单位和设备厂家提供的相关的图纸、技术标准及要求等; .《水利工程压力钢管制造安装及验收规范》 SL432-2008; .《水工金属结构焊接通用技术条件》( SL36-2006); .《水工金属结构焊工考试规则》( SL35-2006); .《焊接工艺规程及评定的一般原则》( GB/T19866) 3.作业准备及条件要求 焊接工艺。 焊接设备: ZX7-400D型交流焊机。 焊接材料: 焊条; THJ422(E4303)。 焊接方法: 手工电弧焊。 人员安排:焊接技术人员、质检员、焊工。 条件要求 3.6.1 焊工必须是经过焊接基本知识和实际操作技能的培训,并按 DL/T 679-1999《
热门知识
怎么用电焊焊管道下部-
话题: 室内设计kingdomxwc
-
话题: 工程造价chenteng117
-
话题: 工程造价maomaoangel
精华知识
怎么用电焊焊管道下部最新知识
怎么用电焊焊管道下部-
话题: 装修工程monkey_2008
-
话题: 工程造价zhaoqinglei3
-
话题: 装修工程huangachai
专题概述
怎么用电焊焊管道下部知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关怎么用电焊焊管道下部最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:怎么用电焊焊管道下部
相关话题
资料下载
相关资讯
怎么用电焊焊管道下部相关专题
- 开电梯需要办证怎么办
- 开关插座l2怎么接线图解
- 开关电源供应器坏了怎么办
- 开关电源怎么接
- 开关电源吱吱响是怎么回事
- 开关电源电压高怎么修
- 开关电源怎么连接
- 开机键电源线怎么插
- 看弱电图纸该怎么看
- 康宝厨卫电器怎么样
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 中海PCR型超薄磨耗层用改性乳化沥青与应用
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 中国电器工业协会电焊机分会第七届会员大会
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 通风预埋管道的防护密闭专项工程质量验收记录表
- 医疗器械生产质量管理规范现场检查指导原则—摸底用
- 异种钢焊接接头退火工艺
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 怎么用电话线接电灯
- 怎么用电子称称重计数
- 怎么用电子秤计算价格
- 怎么用二极管测量温度
- 怎么用二极管做整流桥
- 怎么用分层的功能画窗套
- 怎么用管子抽水
- 怎么用光纤线安装监控
- 怎么用广联达画桥梁图
- 怎么用广联达画图
- 怎么用广联达画异形柱
- 怎么用广联达做装修预算
- 怎么用焊锡膏刷pcb板子
- 怎么用焊锡接线
- 怎么用红外对管
- 怎么用红砖铺地
- 怎么用花片拼小动物
- 怎么用建筑工具
- 怎么用胶带制作一个灯罩
- 怎么用烤箱做面包窍门
- 怎么用靠尺靠墙
- 怎么用可乐瓶自制花盆
- 怎么用刻章机刻图案
- 怎么用矿泉水瓶制作鱼缸
- 怎么用煤炭灰种多肉植物
- 怎么用膨胀螺栓与塑料胀栓
- 怎么用钳型万用表测电流
- 怎么用青苔栽培兰花
- 怎么用燃烧看面膜好坏
- 怎么用热熔机接水管