




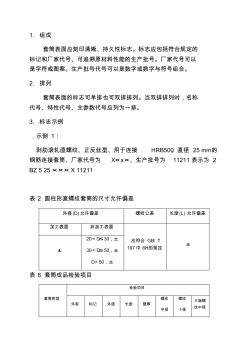
1. 组成 套筒表面应刻印清晰、持久性标志。标志应包括符合规定的 标记和厂家代号、可追溯原材料性能的生产批号。厂家代号可以 是字符或图案。生产批号代号可以是数字或数字与符号组合。 2. 排列 套筒表面的标志可单排也可双排排列。当双排排列时,名称 代号、特性代号、主参数代号应列为一排。 3. 标志示例 示倒 1: 剥肋滚轧直螺纹、正反丝型、用于连接 HRB500、直径 25 mm的 钢筋连接套筒、厂家代号为 X×x×、生产批号为 11211 表示为 2 BZ 5 25××× X 11211 表 2 圆柱形直螺纹套筒的尺寸允许偏差 外径 (D)允许偏差 螺纹公差 长度 (L) 允许偏差 加工表面 非加工表面 应符合 GB/T 197中 6H的规定 ± ± 20<D≤30,± 30<D≤50,± D>50,± 表 8 套筒成品检验项目 套筒类型 检验项目 外观 标记 外径 长度 壁厚 螺纹
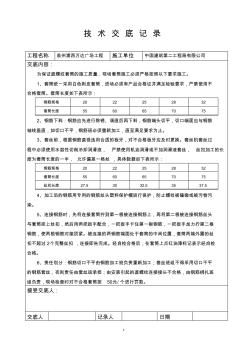
1 技 术 交 底 记 录 工程名称 泉州浦西万达广场工程 施工单位 中国建筑第二工程局有限公司 交底内容: 为保证直螺纹套筒的施工质量,现场套筒施工必须严格按照以下要求施工。 1、套筒统一采用白色剥皮套筒,进场必须有产品合格证并满足检验要求,严禁使用不 合格套筒。套筒长度如下表所示: 钢筋规格 20 22 25 28 32 套筒长度 55 60 65 70 75 2、钢筋下料:钢筋应先进行除锈、调直后再下料,钢筋端头切平,切口端面应与钢筋 轴线垂直,如切口不平,钢筋班必须重新加工,直至满足要求为止。 3、套丝前,根据钢筋直径选用合适的板牙,对不合格板牙应及时更换。套丝机套丝过 程中必须使用水溶性切削冷却润滑液, 严禁使用机油润滑或不加润滑液套丝, 丝扣加工的长 度为套筒长度的一半, 允许偏差一格丝 ,具体数据如下表所示: 钢筋规格 20 22 25 28 32 套筒长度 55 60
热门知识
直螺纹套筒合格证-
话题: 工程造价danqianding
-
话题: 造价软件liyixin828
精华知识
直螺纹套筒合格证-
话题: 项目管理liwensuo456
-
话题: 工程造价zhujianoo0
-
话题: 造价软件xiaobing1964
最新知识
直螺纹套筒合格证

直螺纹套筒合格证相关专题
- 开槽螺母W是什么尺寸
- 开槽沉头螺钉M20的具体数据
- 开关底盒螺丝坏了,怎么办
- 开一家小型螺栓加工厂
- 开一个螺栓孔大概多少钱
- 可调型螺纹套筒连接
- 扣件螺丝生产设备
- 跨板筋如何与斜梁垂直
- 扣件的螺丝是多大的
- 扣件螺丝M12是什么意思
- 原材料(设备)合格证、试验报告汇总表碎石
- 公众聚集场所投入使用营业前消防安全检查合格证办理
- 建筑施工企业三类人员安全生产考核合格证书延期申请表
- 建筑施工企业三类人员安全生产考核合格证变更申请表
- 广东省建筑施工企业管理人员安全生产考核合格证书申请
- 建筑施工企业三类人员安全生产考核合格证
- 钢筋连接试验报告、焊条剂合格证汇总表
- 材料设备、配件出厂合格证及进场检验报告汇总表
- 焊接试检验报告、焊条剂合格证汇总表表
- 材料、设备出厂合格证及进场检试验报告核查表七
- 公路水运工程施工企业安全生产管理人员考核合格证书
- 产品质量检验机构未取得计量认证合格证书为社会提供公正
- 22JN23原材料(设备)合格证、试验报告汇总表
- 钢筋连接试验报告、焊条(剂)合格证汇总评定表
- 水泥出厂合格证(含出厂试验报告)、复试报告汇总表
- 水泥、型钢、钢筋出厂合格证和进场试验报告汇总目录
- 主要原材料产品出厂合格证及进场检验试验报告汇总表资料