





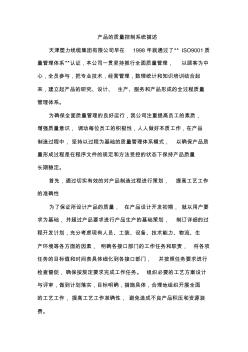
附录 F 控 制 程 序 图 1 、焊接系统 第 48 页 共 67 页 回收焊条 N N N N N Y Y Y Y Y N Y N N Y N N N 多次不合格 Y Y Y 焊接工艺交底 焊 件 施 焊 外观检查 R 无损检测 R 焊 工 标 识 检验状态标识 检验状态标识 检验状态标识 焊 缝 修 补 检验状态标识 焊缝返修 H 焊接工艺文件 焊接工艺评定 指导书编制 R 指导书审核 H 批准实施 H 工艺试验 R 试验报告编制 报告审核 H 报告批准 H WPS 工艺编制 WPS 审核 H 批准实施 R 焊 接 材 料 焊 材 采 购 焊 材 验 收 R 转入下道工序 合格否 合格否 适宜否 适宜否 合格否 合格否 入库保管 R 焊条烘焙 R 焊材发放 R 焊材
产品的质量控制系统描述 天津塑力线缆集团有限公司早在 1998年就通过了“ ISO9001质 量管理体系”认证,本公司一贯坚持推行全面质量管理, 以顾客为中 心,全员参与,把专业技术,经营管理,数理统计和知识培训结合起 来,建立起产品的研究、设计、 生产、服务和产品形成的全过程质量 管理体系。 为确保全面质量管理的良好运行,我公司注重提高员工的素质, 增强质量意识, 调动每位员工的积极性,人人做好本质工作,在产品 制造过程中, 坚持以过程为基础的质量管理体系模式, 以确保产品质 量形成过程是在程序文件的规定和方法受控的状态下保持产品质量 长期稳定。 首先,通过切实有效的对产品制造过程进行策划, 提高工艺工作 的准确性 为了保证所设计产品的质量, 在产品设计开发初期, 就以用户要 求为基础,并超过产品要求进行产品生产的基础策划, 制订详细的过 程开发计划,充分考虑现有人员、工装、设备、技术能
热门知识
质量控制系统-
话题: 工程造价151****1878
-
话题: 工程造价liuminligang
-
话题: 工程造价regeditgood
精华知识
质量控制系统-
话题: 工程造价zhouxingxing
-
话题: 工程造价zaizhongZZ
最新知识
质量控制系统-
话题: 造价指标qq644599270
-
话题: 工程造价139****7723
质量控制系统相关专题
- 快乐一叮小家电质量好吗
- 雷士照明的质量问题
- 雷士射灯的质量如何
- 连锁瓦如何识别质量的好坏
- 质量好的漏电保护开关
- 中诺电话机质量如何
- 众望微型电焊机质量如何
- 珠海三洋电梯质量如何
- 振华电源质量怎么样
- 直流电源哪家质量最好
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 执行设备工程监理规范提升地铁设备监理服务质量
- 应用工程建设施工企业质量管理规范进行体系转换
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 影响工程项目管理中的质量因素与提高质量管理的对策
- 应用于建筑10kV进线的电能质量在线监测装置
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 智能建筑电气安装中的质量控制
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 引水隧洞TBM开挖施工质量控制及问题处理对策
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中低压燃气管道工程质量控制及常见问题处理教学提纲