




PVC 材料的注塑工艺 2010-05-17 09:26:04| 分类: 默认分类 | 标签: |字号大中小 订阅 PVC 料因为价廉,与生俱来具备防炎性质, 而且强硬坚固,抗化学能力佳,收缩率为 0.2-0.6% ,产品在电器、机械、建筑、日用 品、玩具、包装上应用日益广泛,针对 PVC 料的特性,分析产品注塑工艺如下: 一、 PVC 料的特性 PVC 热安定性不良 ,成型温度与分解温度接 近,流动性不佳,外观容易形成不良缺陷, PVC 料耐热性不佳,最易烧焦、产生酸性气 体进而腐蚀模具,加工时可加塑化剂增加其 流动性,一般须加添加剂使用,其强度、电 器绝缘性、耐药品性佳。 二 、模具及浇口设计 为缩短注射的成型周期,注口越短越好,横 切面要园形,射咀口的直径最小为 6 毫米, 成园锥形,内角成 5 度,最好要加冷料井, 冷料井可防止熔化不良的半固体物料进入 模腔,而该等物料会影响到
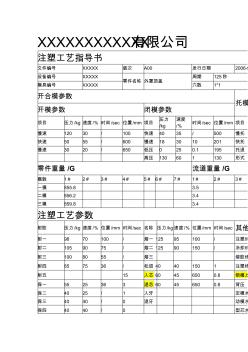
XXXXXXXXXXXX有限公司 注塑工艺指导书 文件编号 XXXXX 版次 A00 发行日期 2006-9 设备编号 XXXXX 零件名称 外罩顶盖 周期 125秒 模具编号 XXXXX 穴数 1*1 开合模参数 托模 开模参数 闭模参数 项目 压力 /kg 速度 /% 时间 /sec 位置 /mm 项目 压力 /kg 速度 /% 时间 /sec 位置 /mm 项目 慢速 120 30 / 100 快速 40 35 / 500 慢托 快速 50 55 / 600 慢速 18 30 10 201 快托 慢速 30 20 / 650 低压 0 25 0.1 195 托退 高压 130 60 1 130 形式 零件重量 /G 流道重量 /G 模数 1# 2# 3# 4# 5# 6# 7# 1# 2# 3# 一摸 855.8 3.5 二模 856.2 3.4 三模 859.8 3.4 注塑
热门知识
注塑工艺精华知识
注塑工艺-
话题: 工程造价bingqianqian
最新知识
注塑工艺-
话题: 地产家居james218401
-
话题: 工程造价yanfengshan
注塑工艺相关专题
- 快速注塑机的价格怎么样
- 立式注塑机加工费怎么算
- 注塑车间管理的概述是什么
- 注塑法兰接头带法兰片么
- 注塑机吨位和克怎么算
- 注塑机两板机是什么
- 注塑机械手使用方法
- 注塑模具价格怎么估算
- 注塑机的机械手使用方法
- 注塑机机械手操作步骤
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 渗透型建筑物硅橡胶防水涂料的制备工艺及其制品
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 基于CMOS工艺的二维风速传感器的设计和测试
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 整理装饰装修施工工艺与质量通病与防治措施(全套)
- 增强水泥(GRC)聚苯复合板外墙保温施工工艺标准
- 振动冷却斜管处理工艺对A357合金凝固组织的影响
- 中国工艺美术学会玻璃艺术专业委员会理事会
- 中朝鸭绿江界河公路大桥钢锚梁、钢牛腿制造工艺
- 增建二线铁路线间距偏小地段石方爆破施工工艺
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考