




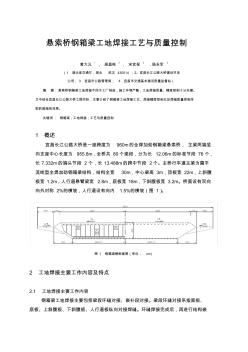
悬索桥钢箱梁工地焊接工艺与质量控制 黄大元 1 , 周昌栋 2 , 宋官保 3 ,陆永军 4 (1.湖北省交通厅,湖北 武汉 430014 ;2。宜昌长江公路大桥建设开发 公司; 3.宜昌市公路管理局; 4.宜昌市交通基本建设质量监督站) 摘 要:悬索桥钢箱梁工地焊接不同于工厂制造,施工环境严酷,工地焊接质量、精度控制十分关键。 文中结合宜昌长江公路大桥工程实际,主要介绍了钢箱梁工地焊接工艺、焊接精度控制以及焊缝质量控制采 取的措施和效果。 关键词 : 钢箱梁;工地焊接;工艺与质量控制 1 概述 宜昌长江公路大桥是一座跨度为 960m的全焊加劲钢箱梁悬索桥, 主梁两端竖 向支座中心长度为 955.8m,全桥共 80个梁段,分为长 12.06m的标准节段 76个, 长 7.332m的端头节段 2个,长 13.488m的跨中节段 2个。主桥行车道主梁为扁平 流线型全焊加劲钢箱梁结构,结构
中外公路建设环保理念之比较——针对公路建设环保理念问题,该文介绍了世界主要发达国家的公路建设理念,并阐述了我国公路建设存在的问题,提出了公路建设基于可持续发展理念的发展对策。
热门知识
中外公路-
话题: 地产家居robindeng78
精华知识
中外公路-
话题: 工程造价bianjia2006
-
话题: 工程造价158****5085
最新知识
中外公路中外公路相关专题
- 卡桑德拉大桥经典
- 卡桑德拉大桥是真的
- 卡桑德拉大桥是哪个国家的
- 康桥和浦江镇哪个好
- 康桥丽都的房子怎么样啊
- 康桥丽都二手房怎么样
- 康桥圣菲怎么样
- 康桥风尚好不好
- 康桥紫郡怎么样
- 康桥九溪郡三期五证
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 亿阳信通中标环城高速公路晋江至石狮段机电工程项目
- 中国水电路桥武邵高速公路六标项目质量检验试验计划
- 引用公路桥涵施工技术规范JTJ0412000
- 乍嘉苏高速公路改性沥青SMA—13面层试验段施工
- 乍嘉苏高速公路改性沥青SMA-13面层试验段施工
- 以浙江省公路养护机械化的发展看筑养路机械市场需求
- 在公路工程建设项目可行性分析中经济评价的运用
- 昭待高速公路路面预防性养护工程施工总结-推荐下载
- 中国水电建设股份公司中标沙特吉达公路地下通道工程
- 影响我国公路桥梁板式橡胶支座质量的因素及应对措施
- 有关公路工程BOT建设项目财务管理若干问题的思考
- 路桥集团第一公路工程局
- 以某公路工程为例分析ATB-30沥青稳定碎石施工
- 高速公路景观设计
- 永平县农村公路路网改造工程施工组织设计
- 影响高速公路路堑高边坡稳定的因素及其防护治理措施