




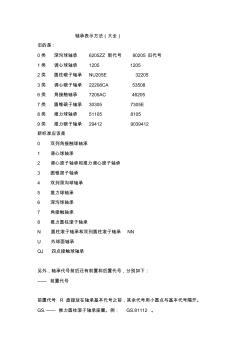
轴承表示方法(大全) 旧的是: 0类 深沟球轴承 6205ZZ 新代号 80205 旧代号 1类 调心球轴承 1205 1205 2类 圆柱磙子轴承 NU205E 32205 3类 调心磙子轴承 22208CA 53508 6类 角接触轴承 7205AC 46205 7类 圆锥磙子轴承 30305 7305E 8类 推力球轴承 51105 8105 9类 推力磙子轴承 29412 9039412 新标准应该是 0 双列角接触球轴承 1 调心球轴承 2 调心滚子轴承和推力调心滚子轴承 3 圆锥滚子轴承 4 双列深沟球轴承 5 推力球轴承 6 深沟球轴承 7 角接触轴承 8 推力圆柱滚子轴承 N 圆柱滚子轴承和双列圆柱滚子轴承 NN U 外球面轴承 QJ 四点接触球轴承 另外,轴承代号前后还有前置和后置代号,分别如下: —— 前置代号 前置代号 R 直接放在轴承基本代号之前,其

轴承钢的热处理 轴承钢锭一般要在 1200~1250℃高温下进行长时间扩散退火,以改善碳化 物偏析。热加工时要控制炉内气氛, 钢坯加热温度不宜过高, 保温时间不宜过长, 以免发生严重脱碳。终轧(锻)温度通常在 800~900℃之间,过高易出现粗大 网状碳化物,过低易形成轧(锻)裂纹。轧(锻)材成品应快冷至 650℃,以防 止渗碳体在晶界上呈网状析出,有条件时可采用控制轧制工艺。 为了取得良好的切削性和淬火前的预组织, 冷加工用轴承钢材要进行完全的 球化退火。退火温度一般为 780~800℃,退火时要防止脱碳。如果轧制钢材存 在过粗的网状渗碳体, 则退火前需先进行正火处理。 铬轴承钢通常在 830~860℃ 之间加热,油淬, 150~180℃回火。精密轴承的组织中,应尽可能降低残余奥氏 体量或使残余奥氏体在使用过程中保持稳定,因此常需在淬火后进行 -80℃(或 更低温度)冷处理和在 120
热门知识
轴承加热的方式-
话题: 工程造价0101040229
-
话题: 工程造价lin2001209
-
话题: 建筑设计jh466621918
精华知识
轴承加热的方式-
话题: 工程造价lanyu369369
-
话题: 工程造价yysjzsjywd
-
话题: 工程造价yangming0724
最新知识
轴承加热的方式轴承加热的方式相关专题
- 轴承加热器有什么用
- 轴承加热时间多少
- 轴承加热的方式
- 轴承温度的标准
- 轴承加热器可以自制
- 轴承加热器如何使用
- 轴承加热器是干什么用的
- 轴承加热器的原理是什么
- 轴承加热器哪个牌子好
- 轴承加热器是做什么用的
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 可替代现有隔热保温材料的新型材料
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 中国工程造价咨询业的发展趋势
- 支持并行工程和智能CAPP的制造资源建模技术
- 中共重庆市委重庆市人民政府关于建设平安重庆的决定
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 以MSP430FW427为核心的远程数字水表设计
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 轴承加热器的原理是什么
- 轴承加热器可以自制
- 轴承加热器哪个牌子好
- 轴承加热器如何使用
- 轴承加热器是干什么用的
- 轴承加热器是做什么用的
- 轴承加热器有什么用
- 轴承加热器怎么自制
- 轴承加热时间多少
- 轴承夹具平面图
- 轴承拉拔器要多少钱
- 轴承里的钢球什么材料
- 轴承门锁和普通门锁区别
- 轴承密封圈结构
- 轴承能承受多大的高温
- 轴承喷砂是怎么回事
- 轴承室寿命如何计算
- 轴承塑料盖好还是金属盖好
- 轴承温度的标准
- 轴承型号T312内孔直径多大
- 轴承型号尺寸对应表
- 轴承型号和规格是怎么算
- 轴承型号与轴径的换算关系
- 轴承座p211尺寸
- 轴的剪应力如何计算
- 轴的强度设计方法有哪几种
- 轴的同心度怎么标注CAD图纸
- 轴的弯矩图怎么搞
- 轴功率的计算方法
- 轴功率怎么计算