




预埋铁件工艺 1、预埋件施工工艺流程为:①钢筋、钢板下料加工;②焊接;③安装预埋件; 1)预埋件施工前,应首先了解其型式、位置和数量,然后按标准要求制作并固定 预埋件。预埋件的原材料应确保合格,加工前必须检查其合格证,进行必要的力学性能 试验及化学成分分析,同时观感质量必须合格,表面无明显锈蚀现象。钢筋的调直下料 以及钢板的划线切割,需根据图纸尺寸认真实施。对于构造预埋件及有特殊要求的预埋 件,应当注意锚筋的弯钩长度、角度等规定。 2)焊接:预埋件焊接前,必须检查钢筋钢板的品种是否符合设计要求及强制性标 准规定。 3)预埋件安装 预埋件安装之前需对照施工图校对预埋件尺寸和位置; 根据预埋件安装位置的不同 确定预埋件的固定方式,预埋件位置固定是预埋件施工中的一个重要环节,预埋件所处 的位置不同,其选用的有效固定方法也不同。 ①预埋件位于现浇砼上表面时,据预埋件尺寸和使用功能的不同,有如下几种
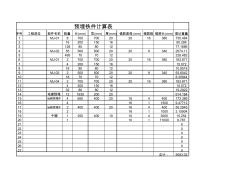
序号 工程部位 部件名称 数量 长(mm) 宽(mm) 厚(mm) 锚筋直径 (mm) 锚筋数 锚筋长 (mm) 理论重量 1 MJ-01 8 700 700 20 20 16 380 735.484 2 16 200 150 16 60.288 3 128 80 80 12 77.1686 4 MJ-02 55 500 500 20 20 9 340 2574.11 5 495 70 70 12 228.482 6 MJ-01 2 700 700 20 20 16 380 183.871 7 4 200 150 16 15.072 8 18 80 80 12 10.8518 9 MJ-02 2 500 500 20 20 9 340 93.6042 10 18 70 70 12 8.30844 11 MJ-04 2 700 700 20 20 16 380 183.871 12 4 20
热门知识
预埋铁规格-
话题: 建筑施工lingyuchao
-
话题: 工程造价ruifeng_00
精华知识
预埋铁规格最新知识
预埋铁规格-
话题: 工程造价lovexx1314
预埋铁规格相关专题
- 靠墙扶手预埋件问题
- 空调预埋穿墙管套定额
- 辽宁定额预埋件问题
- 临战封堵预埋套什么定额
- 注塑里怎么放预埋螺母
- 桩多少米才预埋声测管
- 桩心预埋铁件怎么计算工程
- 怎么算预埋铁件
- 这种预埋件怎么算量
- 这种预埋构件应该怎么计算
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- 执行设备工程监理规范提升地铁设备监理服务质量
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 整流变压器技术规格书(2016.7.5定稿)资料
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
- 圆钢管通用规格表(20201009124910)
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 以色列地铁粉砂地层盾构连续穿越河道和铁路施工技术
- 中国铁建股份有限公司青岛分公司中标
- 增建二线铁路线间距偏小地段石方爆破施工工艺
- 中国钢研科技集团公司 钢铁总院结构材料所
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 公共管理毕业论文电气化铁路接触网防雷技术及措施
- 关于印发杭州地铁工程现场文明施工管理规定通知
- 公私合营模式(PPP)下省级铁路建设融资
- 固定式、移动式起重机械使用审批、验收表(地铁集团)
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书