





油管接箍是典型的薄壁工件,在加工过程中,因夹紧力过大常造成接箍内壁螺纹圆度误差超差。为此,设计了3个传感器均布的测量方法。该方法利用3点误差分离法中的谐波抑制现象,运用NI的数据采集卡和Labview程序测量接箍在三爪卡盘下的夹紧变形量,分析夹紧变形量对加工后工件圆度的影响,得到夹紧变形量必须小于工件圆度公差要求的结论。实验结果表明,3点均布传感器的测量方法可靠,加工后接箍内壁的圆度误差和加工前的夹紧变形量基本相等。
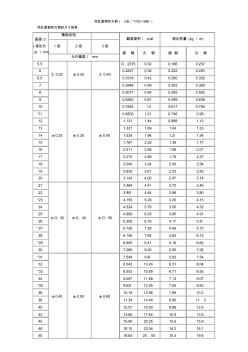
热轧圆钢和方钢( GB/T702-1986) 热轧圆钢和方钢的尺寸规格 直径 d ( 或边长 a) /mm 精度组别 截面面积/ cm2 理论质量 (kg /m) 1 组 2 组 3 组 圆 钢 方 钢 圆 钢 方 钢 允许偏差/ mm 5.5 士 0.20 ±0.30 士 0.40 O.2375 0.30 0.186 0.237 6 0.2827 0.36 0.222 0.283 6.5 0.3318 0.42 0.260 0.332 7 0.3848 0.49 0.302 0.385 8 ±0.25 ±0.35 ±0.40 0.5077 0.64 0.395 0.502 9 0.6362 0.81 0.499 0.636 10 0.7854 1.0 0.617 0.785 *1l 0.9503 1.21 0.746 0.95 12 1.131 1.44 0.888 1.13 13 1.
热门知识
圆度公差-
话题: 地产家居xiaohuan918
精华知识
圆度公差-
话题: 地产家居Cy821754641
-
话题: 工程造价AnnieHarry
最新知识
圆度公差-
话题: 工程造价dapeng1985
-
话题: 地产家居wn251096052
圆度公差相关专题
- 抗震设防烈度6度是什么标准
- 靠尺如何测墙体平整度
- 科舰温度计怎么调
- 空气密度的换算式
- 空心圆柱体的体积计算公式
- 空桩高度包含翻浆
- 控制电缆单位长度重量
- 跨度多少留置后浇带
- 框架梁的高度
- 框架柱箍筋加密高度是多少
- 圆管涵工程数量表(20201022195115)
- 怡达快速电梯SCORE项目获国际劳工组织高度评价
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 圆形隧道反向曲线隧道中心线两种偏移计算方法的比较
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 引黄济临供水工程一级泵站圆形筒体支护结构计算分析
- 圆形截面预应力钢筋混凝土悬臂式支护桩的分析与应用
- 高度集成化导航接收机系统射频电路的设计与实现
- 椭圆截面螺旋等通道挤压制备超细晶材料的新工艺
- 圆管方管角铝槽铝(20200929163753)
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 圆钢管通用规格表(20201009124910)
- 圆形截面钢筋混凝土受弯构件正截面承载力的简化计算
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
- 在建工程评审制度在预拌混凝土生产计划管理中的应用