





我厂500吨铜系催化剂生产线的关键设备25型压片机冲钉冲模在使用初期故障频繁,消耗高,平均每32小时就要更换一套冲钉冲模,运转率仅为55%,不仅严重影响产品的产量和质量,而且提高了产品成本。改造冲钉冲模,延长其使用寿命,是迫切需要解决的问题。由于影响冲钉冲模可靠性的因素较多,难以入手,故应用价值工程来指导此项改造。一、功能分析首先列出冲钉冲模的全部功能,然后逐个明确功能之间的相互关系,画出功能系统图。
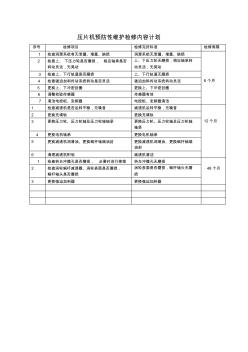
压片机预防性维护检修内容计划 序号 检修项目 检修完好标准 检修周期 1 检查润滑系统有无泄漏、堵塞、缺损 润滑系统无泄漏、堵塞、缺损 6 个月 2 检查上、 下压力轮是否磨损, 相应轴承是否 转动灵活,无晃动 上、下压力轮无磨损,相应轴承转 动灵活,无晃动 3 检查上、下行轨道是否磨损 上、下行轨道无磨损 4 检查强迫加料传动系统转动是否灵活 强迫加料传动系统转动灵活 5 更换上、下冲密封圈 更换上、下冲密封圈 6 调整校验传感器 传感器有效 7 清洁电控柜、变频器 电控柜、变频器清洁 1 检查减速机是否运转平稳,无噪音 减速机运转平稳,无噪音 12个月 2 更换充填轨 更换充填轨 3 更换压力轮、压力轮轴及压力轮轴轴承 更换压力轮、压力轮轴及压力轮轴 轴承 4 更换电机轴承 更换电机轴承 5 更换减速机润滑油、更换蜗杆轴端油封 更换减速机润滑油、更换蜗杆轴端 油封 6 清理减速机积垢
热门知识
压片机招标文件-
话题: 工程造价chenwei811
精华知识
压片机招标文件-
话题: 工程造价ccsh05290213
-
话题: 工程造价wwj19861985
-
话题: 工程造价kuaikuailele
最新知识
压片机招标文件-
话题: 结构设计zhouyanwei
压片机招标文件相关专题
- 玉米压片机占地面积多大
- 制药压片机
- 压片机招标文件
- 旋转压片机
- 压片工艺
- 压片机
- 广告板压片机
- 花篮式压片机价格
- 花篮式压片机
- 花篮式压片机厂家
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 中国华电集团公司水电工程招标管理实施细则(试行)
- 招标控制价管理规定【辽住建发(2012)27号】
- 招标合同-工程建设招标投标合同(投标银行保证书)
- 招标合同工程建设招标设标合同合同条件(第2部分)
- 招标师招标采购法律法规与政策题型分析辅导材料
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 招标师继续教育-WTO政府采购协议(GPA)概述
- 政府采购非招标采购方式管理办法(财政部第74号)
- 张家港市金港中心水利管理服务站_招标190924
- 云南省建设工程招标投标管理条例(修正)与分析
- 余杭某供电营业所生产营业用房工程建筑设计招标文件
- 招标文件-园区道路改造工程2011-6-11_1
- 招标附件1:九里晴川弱电工程招标清单(0901)
- 招标师培训-招标采购投诉处理程序及其案例分析答案
- 招标控制价的重要性与合理确定招标控制价的策略
- 中华人民共和国房屋建筑和市政工程标准施工招标文件