




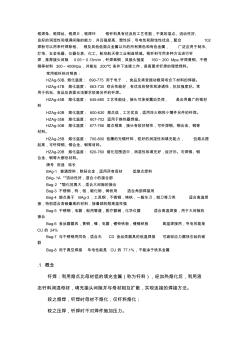
银焊条、银焊丝、银焊片,银焊环 银钎料具有优良的工艺性能,不高的溶点、流动性好、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,配合 102 焊粉可以用来钎焊除铝、 镁及其他低熔点金属以外的所有黑色和有色金属, 广泛应用于制冷、 灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。银钎料可用多种方法进行钎 焊,推荐接头间隙 0.05~0.13m/m,钎焊紫铜,其接头强度 160~200 Mpa,钎焊黄铜、不锈 钢等材料 300~400Mpa,并能在 200°C 条件下连续工作,是高要求钎焊的理想焊料。 常用银钎料对照表: HZAg-50B, 熔化温度: 690-775 用于电子 、食品及承受振动载荷场合下材料的焊接。 HZAg-47B 熔化温度: 663-730 综合性能好,有优良的韧性和渗透性,抗拉强度好。常 用于机电、食品及表面光洁要求较高另件的钎焊。 HZ

银铜焊条介绍 Ag 银焊条(即银焊料、银焊丝、银焊环、银焊片、银焊膏)系列主要有: 2%银 焊条 (即国标 HL209 银焊条 );5%银焊条 (HL205 银焊条 );15%银焊条 (HL204 银焊 条 );18%银焊条 (德标+00Degassa1876 银焊条 );25%银焊条 (HL302 银焊条 );30% 银焊条 (德标 L-Ag30cd 银焊条 );35%银焊条 (Bag-2 银焊条 );40%银焊条 (Bag-28 银焊条 );45%银焊条 (HL303 银焊条 );50%银焊条 (HL324 银焊条 );56%银焊条 (Bag-7 银焊条 );60%银焊条 ;65%银焊条 70%银焊条 ;72%银焊条 (HL308 银焊 条 );85%银焊条等品种 ,形状有条状、丝状、环状、粉状、膏状、非晶太等。广泛 应用于机电、电子、家电、五金、汽配等行业。 产品牌号和性能: 一、银
热门知识
银焊条Ag501-
话题: 室内设计xiaolindada
-
话题: 装修工程jc_rtzsljm
-
话题: 工程造价a7405530386
精华知识
银焊条Ag501-
话题: 暖通空调luckstar_81
最新知识
银焊条Ag501-
话题: 室内设计jc_航天工业部长虹建筑设计室
-
话题: 室内设计zj254352948
银焊条Ag501相关专题
- 怎么安装网银盾
- 焊接法兰的安装
- 基础接地安装焊接跨接线
- 工业管道焊接管件安装
- 工业管道安装焊条
- 沈阳管道安装维修焊接
- 沈阳管道焊接安装
- 沈阳消防管道安装维修焊接
- 沈阳消防管道焊接安装
- 安装对焊法兰
- 银焊条
- 铜银焊条介绍
- 银焊条银焊丝
- 银焊条规格
- 银焊条牌号对照表
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 电极钴基焊条STL-2
- 电极钴基焊条STL-21
- 电极钴基焊条STL-1
- 2%银焊片HL209
- 钴基焊条D802
- 水龙头FDL2002
- 莫拉-T挂墙式恒温淋浴龙头连软管及手持花洒(镀铬)标准
- 洗手盆单冷水龙头DN15
- 瓦伦娜浴缸淋浴龙头连软管,手持花洒和可摇头式挂墙支架(部分镀金)标准
- 佛罗娜挂墙式浴缸淋浴龙头连软管及手持花洒(部分镀金)标准
- 维多利亚挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 摩洛丁-T挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉台式四孔浴缸龙头连手持花洒(低出水嘴,镀铬)标准
- 莫拉-N挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉台式四孔浴缸龙头连手持花洒(高出水嘴,部分镀金)标准
- 摩洛洁挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 莫拉-N挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩洛丁挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 洛其卡挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 洛其卡挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 兰特挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩爱挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩图挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 摩图挂墙式浴缸淋浴龙头连软管及手持花洒(部分镀金)标准
- 摩图挂墙式淋浴龙头连软管及手持花洒(镀铬)标准
- 摩爱挂墙式浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 特奇挂墙式恒温浴缸淋浴龙头连软管及手持花洒(镀铬)标准
- 锁片65毫米
- 锁片50毫米
- 供应8.8级六脚头螺栓GB5782-86 直径18mm长度120mm