




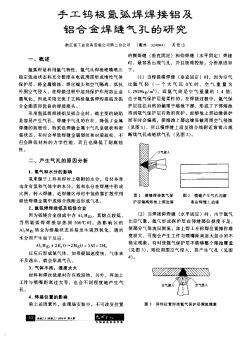
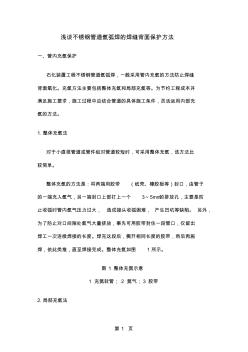
第 1 页 浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝 背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工程成本并 满足施工要求,施工过程中应结合管道的具体施工条件,灵活运用内部充 氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方法比 较简单。 整体充氩的方法是:将两端用胶带 (纸壳、橡胶板等)封口,由管子 的一端充入氩气,另一端封口上部打上一个 3~5mm的排放孔,主要是防 止收弧时管内氩气压力过大, 造成接头收弧困难, 产生凹坑等缺陷。 另外, 为了防止对口间隙处氩气大量排放,事先可用胶带封住一段管口,仅留出 焊工一次连续焊接的长度。焊完这段后,撕开相同长度的胶带,然后再施 焊,依此类推,直至焊接完成。整体充氩如图 1所示。 图 1 整体充氮示意 1 充氮软管; 2
热门知识
氩弧焊焊缝高度-
话题: 工程造价qiyanli99251
精华知识
氩弧焊焊缝高度-
话题: 工程造价130****9111
-
话题: 工程造价StenvenChen
最新知识
氩弧焊焊缝高度-
话题: 工程造价lmk3l_0702
-
话题: 工程造价m857685375
氩弧焊焊缝高度相关专题
- 连铸钢坯内弧裂开怎么回事
- 制作弧形led显示屏
- 最小的埋弧焊丝是多大
- 最小的氩弧焊机多少钱
- 怎么画异性弧度暗柱的钢筋
- 怎么计算圆弧车道面积
- 怎么算拱桥的弧长
- 怎样测量弧形玻璃
- 怎样画坡道圆弧筏板
- 怎样使用氩弧焊焊接不锈钢
- 怡达快速电梯SCORE项目获国际劳工组织高度评价
- 高度集成化导航接收机系统射频电路的设计与实现
- 整体式全钢爬架施工方案(提升高度146.65m)
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 燃烧室高度加工中在线测量系统精确性的方法
- 基于图像处理的通信铁塔和建筑物高度测量方法
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于中小型内河航道水上过河电缆通航净空高度分析
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 国家体育馆钢结构现场焊缝一次合格率
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 江津区普通公路桥梁路缘石及栏杆高度不足专项整治工程
- 利用IKONOS卫星图像阴影提取城市建筑物高度信息
- 建筑高度大于250m民用建筑防火设计性技术要求
- 基于单片机安全玻璃冲击试验机冲击高度自控装置