




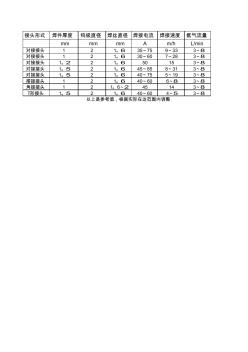
接头形式 焊件厚度 钨极直径 焊丝直径 焊接电流 焊接速度 氩气流量 mm mm mm A m/h L/min 对接接头 1 2 1。6 35~75 9~33 3~8 对接接头 1 2 1。6 30~60 7~28 3~8 对接接头 1。2 2 1。6 50 15 3~8 对接接头 1。5 2 1。6 45~85 8~31 3~8 对接接头 1。5 2 1。6 40~75 5~19 3~8 搭接接头 1 2 1。6 40~60 6~8 3~8 角接接头 1 2 1。6~2 45 14 3~8 T形接头 1。5 2 1。6 40~60 4~5 3~8 以上是参考值,根据实际在这范围内调整 电源类型 交流 直流正极 直流正极 交流 直流正极 交流 交流 交流
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目: ?57 0Cr18Ni9 水平固定 氩弧焊 使用范围 1.5~10mm 评定书编号: ZRGC/YZ-ZD-02-2011-A-3 评定日期: 2011年 9月 6日 备 案 号: 2010-A-3 批 准: 焊接工艺评定报告 单位名称 郑州燃气工程建设有限公司 批准人签字 报告编号 ZRGC/YZ-ZD-02-2010-A-3 日 期 2010年 9月 6日 焊接方法 氩弧焊 机械化程度 手工 √ 半自动 自动 焊接接头: 详图: 55o 坡口形式 V 型单面双边坡口 管管对接 衬垫 无 母材: 标准号 GB8163- 牌号 0Cr18Ni9 类、组别号 P2A 2A-2 与类、组别号 P2A 2A-2 相焊 厚度 5mm 直径 ?108 其他 焊热后处理: 无 温度 保温时间 保护气体:氩气 尾部保护气 氩气 流量 1
氩弧焊瓷嘴型号表相关专题
- 可不可以做弧形玻璃推拉门
- 弧形吊顶怎么建模
- 弧形楼梯可以做疏散么
- 弧形楼梯怎样支模
- 弧形楼梯这样合适
- 弧形门的特点及选购技巧
- 弧形道路该怎么放线
- 弧形高层建筑如何定位放线
- 弧形吊顶怎么做
- 弧形楼梯如何放线
- 以MSP430FW427为核心的远程数字水表设计
- 圆管涵工程数量表(20201022195115)
- 原材料(设备)合格证、试验报告汇总表碎石
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 指路标志(里程碑和百米碑)施工记录表
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 在肥东县卫生局2010年工作总结表彰大会上的讲话
- 支护工程钢腰梁、混凝土腰梁检验批质量验收记录表
- 基于局部二进制模式的带钢表面缺陷初级检测方法