
- 首页 >
- > 一般水、煤气焊接钢管
更新时间:2025.05.10




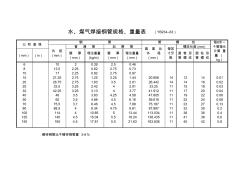
6 10 2 0.39 2.5 0.46 8 13.5 2.25 0.62 2.75 0.73 10 17 2.25 0.82 2.75 0.97 15 21.25 2.75 1.25 3.25 1.44 20.956 14 12 14 0.01 20 26.75 2.75 1.63 3.5 2.01 26.442 14 14 16 0.02 25 33.5 3.25 2.42 4 2.91 33.25 11 15 18 0.03 32 42.25 3.25 3.13 4 3.77 41.912 11 17 20 0.04 40 48 3.5 3.83 4.25 4.58 47.805 11 19 22 0.06 50 60 3.5 4.88 4.5 6.16 59.616 11 22 24 0.08 70 75.5 3.7 6.46 4.5 7.88 75.187 11 23 27 0.
热门知识
一般水、煤气焊接钢管-
话题: 造价软件zhuyongbing
精华知识
一般水、煤气焊接钢管-
话题: 室内设计风云20080811
-
话题: 工程造价cqwujiang008
最新知识
一般水、煤气焊接钢管-
话题: 工程造价yananlianyou
专题概述
一般水、煤气焊接钢管知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关一般水、煤气焊接钢管最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:一般水、煤气焊接钢管
相关话题
资料下载
相关资讯
一般水、煤气焊接钢管相关专题
- 卡扣一般用什么塑料
- 开关一般离地面多高
- 开关一般套用哪个定额
- 开一个台球厅一般多少钱
- 抗碱封底涂料一般是成品吗
- 烤漆柜台展柜价格一般多少
- 科勒出厂价一般是多少
- 烤漆金属板一般价格多少
- 烤漆衣柜门价格一般多少
- 烤箱的价格一般是多少
- 工程项目中模版、钢筋、混凝土等单方造价一般是多少
- 兰州市区一般民用建筑工程地质勘察中应注意几个问题
- 工程清包工价格及基础数据、劳动一般经验定额
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 金属幕墙工程检验批质量验收记录表一般项目
- 一般抹灰分项工程质量验收记录、检验批及报验申报表资料
- 一般抹灰工程技术交底
- 一般小径距隧道V级围岩洞口浅埋段施工方案
- GBT12224-2015钢制阀门一般要求阀门材料
- 砌体工程一般砖砌体砌筑工艺标准
- 一建机电实务重点知识点通风与空调工程一般施工程序
- 压力排水管道焊接钢管工程施工设计方案技术交底大全
- 应用Excel 97中文版软件编制一般建筑工程概预算
- 一般空调室外机的尺寸
- 昆明市三星级以上宾馆中央空调系统卫生一般状况分析调查
- 建筑木工一般安全规程
- 一般用途的无缝和焊接不锈钢管规范