





全钢气瓶柜 规格: 800*400*1800(双气瓶容量) 1000*400*1800(三气瓶容量) 500*400*1800 (单气瓶容量) 采用 1mm厚的进口冷轧钢板构造;所有组件经模具冲压折弯焊接而成,暴露焊接部 分打磨;无论垂直方向及水平方向其交叉角平面均光滑过渡,焊点无毛刺及假焊, 且经打磨平磨平整处理;表面经酸洗磷化静电粉末喷涂 .观察视窗采用安全钢化玻 璃 表面处理: 冷轧钢板在制作完成后,在预处理中包括多个步骤: a. 清洁剂、雾化剂喷涂。 b. 水冲洗。 c. 钝化密封材料喷涂。 预处理后的钢制品在干燥炉中干燥并冷却;冷却后的钢制品送到喷粉室中进行内外 喷粉,其厚度最少为 1.5mils ;完成底层喷粉的钢制品马上送入高温恒温箱中进行 研磨和化学处理,以适用于实验室环境使用。 可根据客户要求加装气体泄露 高温报警和自动排风装置 .当气体泄露到一体浓度后 , 系统 发出高
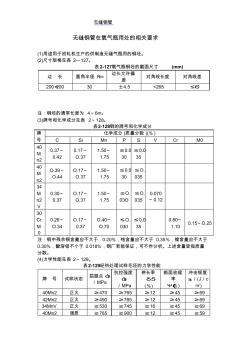
无缝钢管 无缝钢管在氧气瓶用处的相关要求 (1)用途用于初轧机生产的供制造无缝气瓶用的钢坯。 (2)尺寸规格见表 2—127。 表2-127氧气瓶钢坯的截面尺寸 (mm) 边 长 圆角半径 R≈ 边长允许偏 差 对角线长度 对角线差 200×200 30 士4.5 <265 ≤6 注:钢坯的通常长度为 4~6m。 (3)牌号和化学成分见表 2~128。 表2-128钢的牌号和化学成分 牌 号 化学成分 (质量分数 )(% ) C Si Mn P S V Cr M0 40 M n2 0.37~ 0.42 0.17~ O.37 1.50~ 1.75 ≤0.0 30 ≤0.0 35 40 M n2 O.39~ O.44 O.17~ O.37 1.50~ 1.75 ≤0.0 30 ≤O. 035 34 M n2 V 0.30~ 0.37 O.17~ O.37 1.
氧气瓶柜相关专题
- 一瓶氧气多少体积
- 医用氧气多少钱一升价格
- 医院里氧气管道做什么实验
- 医用氧气瓶一个多少钱
- 海拔多高就必须使用氧气罐
- 氧气多少钱一罐2016
- 氧气割枪怎么装气管
- 氧气管、乙炔管的规格
- 氧气呼吸机多少钱一台
- 氧气减压阀漏气怎么回事
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 新型的低压成套开关设备GGD型低压配电柜
- 医院弱电系统线缆敷设及柜箱安装施工方案与技术措施
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 关于环网柜与10kV电缆连接问题及其解决措施
- 工厂供电实验报告高压开关进线柜(断路器柜)操作实训
- 基于Delphi计算机与密集柜之间串口通信设计
- 机柜内部理线方法
- 柜式七氟丙烷气体灭火系统安装与施工方案分析-共7页
- 柜式七氟丙烷气体灭火系统安装与工程施工设计方案模板
- 广东省电冰箱,冷柜和房间空调器生产现状和发展建议
- 广东省电冰箱、冷柜和房间空调器生产现状和发展建议
- 某海上天然气平台空压机配电柜三相短路电流计算与分析
- 民用建筑电气强电竖井线路及配电箱柜安装施工质量控制
- 某机床公司干式漆雾净化柜项目职业病危害控制效果评价
- 单电源高供高计移开式中置断路器柜一次主接线图
- 中国高低压成套开关柜行业现状研究分析报告目录