




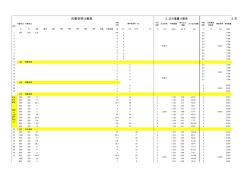
风管单边 风管单边 风管 长度 法兰 间距 法兰规格 角钢重量 每付法兰 重量 合计法兰重量 吊架 间距 风管离楼 板高度 横担规格 角铁重量 A B 4层 1层夹 4层 5层 6层 7层 8层 9层 天面 天面加建 米 0.5 0.6 0.75 1 1.2 m mm kg/m kg/ 付 kg m m mm kg/m 1 250 200 6.6 6.6 7 2.5 1.786 2 0 0 2.5 1.786 3 0 0 2.5 1.786 4 0 0 2.5 1.786 5 0 0 2.5 1.786 6 0 0 2.5 1.786 7 0 0 2.5 1.786 8 0 0 2.5 1.786 9 0 0 2.5 1.786 10 0 0 2.5 1.786 11 320 插接连接 12 0 0 2.5 1.786 13 0 0 2.5 1.786 14 0 0 2.5 1.786 1
1. 工艺措施 1.1 风管制作 经检验合格后的镀锌钢板,对不同规格的风管采用按规范要求的不同厚度的板 材。在熟悉图纸风管的尺寸和布局的基础上,由熟练的技工师傅放线开料,保 证风管制作安装符合规定。 1.1.1 风管法兰将按照图纸规定的系列规格统一制作,法兰的螺栓孔采用冲床和模具 进行定距离冲制,法兰的成型焊接也采用专用模具进行定位焊接,以确保同一 规格的风管法兰具有互换性。 1.1.2 法兰的加工除边长 (或直径 )按规范要求外,还应严格做到 : a. 型材必须经发包人认可,不得有锈蚀、结皮或麻点。 b. 法兰组焊对缝平整度错口不大于 0.5mm,铆钉孔间距不大于 100mm, (螺孔间距不大于 120 mm),孔距准确,应具有互换性。 c. 焊渣、焊接飞溅物、浮锈应彻底清除干净。 d. 涂擦附着力强的防锈底漆二层,螺孔及转角不得有油漆淋滴现象。 1.1.3 钢板开料
锌铁风管相关专题
- 库格铁路一共有几个隧道
- 昆明锌钢护栏价格是多少
- 拉林铁路建设进展如何
- 兰格钢铁网的简介
- 兰格钢铁网的核心业务
- 兰格钢铁网最新价格
- 兰花铁骨素多少钱一苗
- 兰州现在废铁价格多少
- 栏杆镀锌管
- 蓝白镀锌的工艺流程
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 各品牌商标锌锭最新价格表
- 化工企业镀铝锌硅钢板彩钢板安全生产事故综合应急预案
- 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
- 基于TRIZ理论解决短流程锌粉炉炉喉堵塞问题
- 广州JFE40万t/年热镀锌工程深基坑开挖变形监测
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 某公司电锌系统技改工程项目竣工验收职业卫生评价
- 栏杆工程招标文件(不锈钢、锌钢)
- 控制带钢连续热镀锌工艺中有效铝及当前技术进展
- 某钢铁公司镀锌、彩涂板卷项目职业病危害控制效果评价
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 一种热镀锌槽式桥架
- GB12半圆头方颈螺栓M6-M12小头马车螺栓镀锌螺丝
- 氧化锌和铅硼玻璃料对MgTiO_3微波介质陶瓷的影响
- 中金岭南公司凡口铅锌矿选矿厂技术升级改造工程项目开工
- 原子吸收火焰法次灵敏线测定污水和电镀污泥中高含量的锌